
不锈复合钢板的焊接工艺
(1)坡口
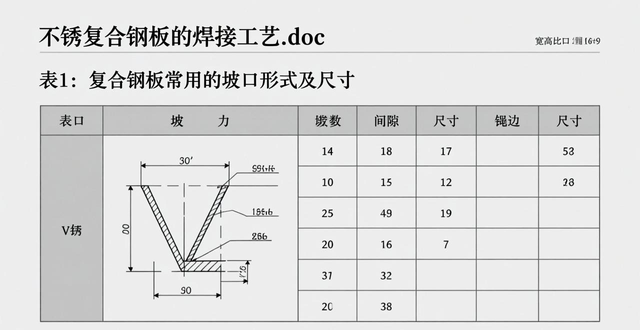
1) 坡口形式及尺寸
常被采用的用于复合钢板的坡口形式以及尺寸被列于表1之中,当厚度相对较小时,会采用I形坡口,而当厚度比较大的时候,则能够采用V形、U形、X形又或者V-U结合形坡口,尽可能去采用X形或者V-U结合形坡口,在采用V形又或是U形坡口之际,为达到防止复层金属朝着基层焊缝里渗透,进而使基层焊缝脆化的目的,要去除接头附近的复层金属,具体情况可见图1。
![图片[1]-不锈复合钢板的焊接工艺.doc-铆焊老刘铆工焊工笔记](/wp-content/uploads/2026/02/1772249584580_0.png)
表1 复合钢板常用的坡口形式及尺寸
图1 去掉复层金属的复合钢板焊接坡口形式
焊接角接接头之际,采用像图2所展示那样的坡口。针对角接接头而言,不管复层处于内侧还是外侧情形,都应当先要焊接基层。当复层处于内侧的时候,在焊接过渡层以前,要先从内部清理基层焊根。当复层处于外侧的时候,同样要对最后的基层焊道实施清理,之后再去焊接过渡层。
2) 坡口加工方法
![图片[2]-不锈复合钢板的焊接工艺.doc-铆焊老刘铆工焊工笔记](/wp-content/uploads/2026/02/1772249584580_1.png)
先要采用气割或者等离子切割来进行下料,之后运用砂轮或者机加工设备去制作坡口。要是复层属于不锈钢,在复层厚度超过整个板材厚度的30%之际,能够采用等离子切割,容易获取光滑的断面。对于精度要求不高的坡口,借助砂轮加工就能满足需求。针对精度要求较高的坡口,必然要进行机械加工。为确保焊缝的焊接质量,一定要用砂轮机磨除坡口部位的渗碳层。
采取等离子切割之际,规定复层应当朝上,于运用氧乙炔切割之时,复层应当朝下。规范提出加工之后坡口表面要光洁平滑,不可以存有裂纹以及分层!
(2)焊接工艺要点
1) 基层的焊接
![图片[3]-不锈复合钢板的焊接工艺.doc-铆焊老刘铆工焊工笔记](/wp-content/uploads/2026/02/1772249584580_2.png)
基层的材料通常选用低碳钢或将低合金钢作为材料,它们具备较好的焊接性能,而且焊接工艺已然成熟。能够依据焊接接头与母材等强的原则来挑选焊接材料。需要留意的是,一旦复层奥氏体不锈钢对于腐蚀比较敏感的时候,在焊接基层钢板之际预热并且层间温度应当维持在适宜的低温状况下,目的在于防止复层过热。
当基层焊接完成以后,应该先开展外观检查。焊缝的表面不能够有裂纹、气孔以及夹渣等这类缺陷。然后施行X射线探伤检查。在无损探伤合格之后,要把基层焊缝的表面打磨得平实,让其表面稍微低于基层金属的表面。
2) 过渡层焊接
第1页










