
坡口焊接的规范要求?
坡口焊的准备工作和焊接工艺应满足下方罗列出来的要求:
(1) 坡口面应平顺,切口边缘不可以有裂纹、钝边和缺棱。
(2) 坡口的视角可以按照数据选用。
钢垫板的厚度适宜处于4至6毫米的范围,其长度适配于40至60毫米这段区间。进行平焊操作时,垫板的宽度应当是钢筋直径再加上10毫米;而在立焊的时候,垫板宽度适宜等同于钢筋直径。
焊缝宽度要比V形坡口的边缘大2至3毫米,焊缝的余高呢,不可大于3毫米,且要平缓地过渡到钢筋表面。
(5) 钢筋与钢垫板当中,应加焊2 ~3层侧面焊缝。
接头中出现弧坑、气孔以及咬边等缺陷被发现时,需要即刻进行补焊。
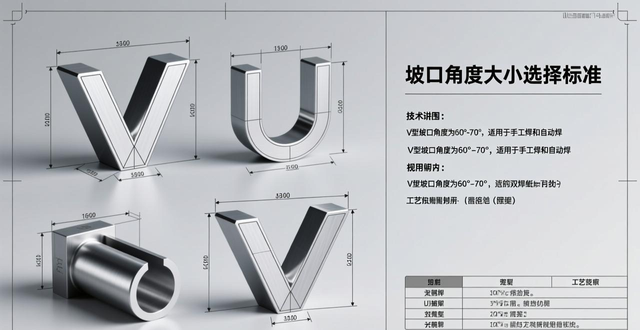
坡口的视角标准多少?
大多数情形里,开30至45度便行了,坡口的视角大小跟焊接部分、管道厚度以及焊接方式都存在一定关联,比如说焊接部位铁水流动性良好,坡口就没必要开得太大,大概30度就能满足需求,相反对于含镍量较多的不锈钢管道,焊接的时候,其铁水流动性较差,所以要把坡口面的视角增大,在45度时能够促进铁水流动。
焊接坡口标准?
(1) 坡口面应平顺,切口边缘不可以有裂纹、钝边和缺棱。
![图片[1]-坡口焊接的规范要求,坡口角度大小选择的标准-铆焊老刘铆工焊工笔记](/wp-content/uploads/2026/02/1772250784866_0.png)
(2) 坡口的视角可以按照数据选用。
(3) 钢垫板厚度宜为4〜6mm,长度宜为40〜60mm。平焊时,垫板宽度应为钢筋直径加10mm;立焊时,垫板宽度宜等于钢筋直径。
(4) 焊缝宽度应大于V形坡口的边缘2 ~ 3mm,焊缝余高 不可以大于3mm,并平缓过渡至钢筋表面。
管道坡口的规范要求?
答:多数情形下,管道坡口的规范要求是30至45度。管道坡口,乃是在管道跟管道焊接之际,于对接口处开展施工打磨进而形成的斜坡。通常来讲,管道坡口度数,也就是其坡面的角度大小,和管道的厚度以及焊接方式等都存有关系。
在管道坡口焊接境况之中,若预想焊接地点的铁水具备相当不错的流动性,那么此种情境下便无需去开具过大的坡口,三十度的坡口角度便已然足够。然而,要是管道焊接位置的铁水流动性呈现出相对较差的状况,如此一来就需要进一步增大坡口所形成的视角,以此来确保铁水能够实现顺畅的流动。
钢结构焊接坡口的规范?
一定要开单边坡口,对于单侧的缝,只要是超过了14mm的那种,必然得开;一定要开双边坡口,针对双侧的缝,一旦是大于20mm的那种,肯定得开。
2、平行对接和垂直对接焊缝一定要开坡口;
3、关于坡口的总的那种视角状况,对于手工焊而言,其角度范围是40°至45°,而对于气体保护焊来讲,其角度范围则是25°至30°。
4、呈平行对接以及垂直对接状态的焊缝(也就是不存在外露角焊缝的那种),其坡口深度情况如下:单边坡口的深度是按照母板厚度减去2mm得来的,双边坡口焊缝的深度是依据母板厚度的一半再减去1mm得到的。
5、针对有外露角焊缝的情况,其坡口深度存在规定,单边坡口的深度要求是不小于母板的厚度,具体数值为母板厚度的二分之一,而双边坡口的深度要求是不小于母板厚度,具体数值为母板厚度的三分之一。
具体涵盖以下几个方面:其一,坡口的几何形状以及尺寸必须要符合相关标准与规范,像GB/T985等等;其二,坡口表面应当保持清洁干净,杜绝有杂质或者油脂之类的污染;其三,在焊接之前需要针对坡口开展预热处理,以此来确保焊接质量;其四,焊接之时需要大家格外留意电极的挑选以及电流参数的把控,以此来保证焊接质量;其五,焊接之后需要对坡口进行磨光处理,以此来确保表面平整。对于钢结构焊接坡口规范的基本内容而言,如上述所呈现,需要着重引起大家注意的一点是,因为应用以及使用环境存在差异,焊接坡口的规范会有所不同,制定和调整详细规范应当依据当下实际状况来开展。
坡口尺寸的国家标准?
焊接坡口的国家标准:
![图片[2]-坡口焊接的规范要求,坡口角度大小选择的标准-铆焊老刘铆工焊工笔记](/wp-content/uploads/2026/02/1772250784866_1.png)
1) 坡口面应平顺,切口边缘不可以有裂纹、钝边和缺棱。
(2) 坡口的视角可以按照数据选用。
(3) 钢垫板厚度宜为4〜6mm,长度宜为40〜60mm。平焊时,垫板宽度应为钢筋直径加10mm;立焊时,垫板宽度宜等于钢筋直径。
(4) 焊缝宽度应大于V形坡口的边缘2 ~ 3mm,焊缝余高 不可以大于3mm,并平缓过渡至钢筋表面。
国家标准里规定了坡口尺寸,该尺寸是依照不一样情形与用途而确定的,主要得看重要尺寸,板厚以及焊接方法等因素,能于国家标准内查找对应的标准规范。另外,坡口尺也能够按照设计、生产以及使用的实际状况作一定调整,用以满足实际需求。
坡口形式的选择原则是什么?
坡口形式选择应遵守的原则
1、能够确保工件达成焊透的状态(大多数情形下焊条弧焊的熔深是2至4毫米),并且便于焊接行为的开展,要是不锈钢水箱的内部存在焊接不便的状况,那么需要采用单面坡口于容器的外部实施焊接。
2、坡口形状应容易加工。
3、尽可能去提升焊接生产率,并且节省焊条。4、尽可能把焊后工件的变形给减小。
钢板坡口标准?
1. 焊口的角度得处于40至60度之间。40厚度钢制板材焊接接头坡面准则来讲;就手工电弧焊接的焊口角度而言,得是40至60度,板材越厚实的话观察所处角度就得越小。
![图片[3]-坡口焊接的规范要求,坡口角度大小选择的标准-铆焊老刘铆工焊工笔记](/wp-content/uploads/2026/02/1772250784866_2.png)
2.开展钢板焊件相关工作时,针对钢板的焊接方式,得依据坡口大小作出改变。平常能见到的10到20mm的那种钢板,坡口角整体是55至60度。
教师资格证备考资料及辅导课程
教师资格证考试(免费资料+培训课程)
资源版权归作者所有,此为下载资源;本站所有资源皆源于网络,仅用于学习,要支持正版而禁止未经授权使用!
教师资格证培训班-名师辅导课程
本文关于坡口焊接规范要求的内容,便是上述这些,而坡口角度大小选择的标准,也都在此了。
本文链接:
发布于:华宇考试网()>>> 教师资格证报名费栏目()
投稿人:网友投稿
注明,鉴于政策以及内容出现的变化缘故,上面所提及的内容能够用来作为参考,最终是以官方所发布的公告内容当作标准的!










