
管壁的厚度,焊接的方法以及施工的条件,这些因素决定了管道焊接时坡口的形式选择。下面为几种常见的坡口形式:
常见坡口形式
1.I 型坡口
关键在于不开坡口,这适用于壁厚特别薄之上通道体,一般是小于三至四毫米的那种,焊接之际预留部分间隙用来确保达成熔透效果,成本是最低的,效率却很高。
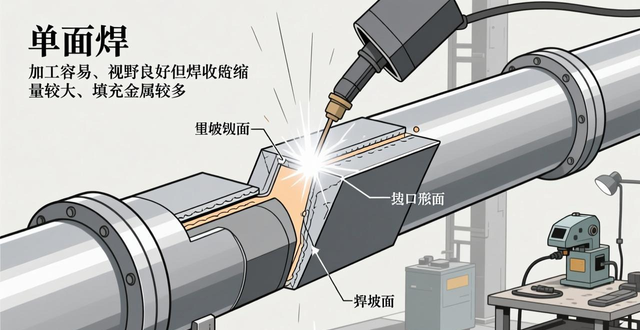
2. V形坡口
![图片[1]-坡口的几种形式-铆焊老刘铆工焊工笔记](/wp-content/uploads/2026/02/1772281220304_0.png)
属于最常见形式的那种,是适用于管道壁厚处于3至20mm范围的,其具备加工容易的特点,焊接之时是单面焊,有着视野良好的状况,不过存在焊接收缩量比较大的情形,还有填充金属相对较多的情况。
3. 双V形坡口
它常常被应用于那种壁厚超过20mm的厚壁管道,它是由主坡口以及副坡口共同构成的,它的优点在于,它使得根部截面积有所减少,它比大V形坡口节省了大量的焊材,同时它使应力分布变得更加均匀,它让变形变得更小。
![图片[2]-坡口的几种形式-铆焊老刘铆工焊工笔记](/wp-content/uploads/2026/02/1772281220304_1.jpg)
常见坡口形式
4. U形坡口
![图片[3]-坡口的几种形式-铆焊老刘铆工焊工笔记](/wp-content/uploads/2026/02/1772281220304_2.png)
对壁厚较大(倘若超出40mm)、质量具备较高要求的管道适用。其底部呈现为圆弧形,填充金属的数量相较于V形要少,焊接所产生的变形较小。然而其缺点在于加工难的程度较高,成本同样较高。
5. 单边V形与J形坡口
多见于角接的接头,或是特殊的结构,像管座的焊接。单边V形近似半个V形;J形是底部呈现圆弧形,多见于较厚板的角焊。
6. 综合型坡口
![图片[4]-坡口的几种形式-铆焊老刘铆工焊工笔记](/wp-content/uploads/2026/02/1772281220304_3.png)
按照实际的工作状况进行组合设计,比如说带有垫板的坡口,它是背面添加垫板,以此方便单面焊双面能够成形,还有锁边坡口,其作用是用于防止出现错边的情况,进而达成背面成形。
核心选择原则
概括来讲,作出关于坡口形式的选择,重点要考量三个方面:板材的厚度要是越大,那么所选用的坡口也会越大;若要确保根部能够实现熔透的效果,那就一定要预留钝边才行;为了避免出现烧穿的状况,必然得预留合理的间隙。
另外,用于加工坡口的方式有热加工,像火焰切割那种,还有冷加工,包括坡口机、打磨这类,在加工完成之后,一般都得把表面的氧化渣给清理掉。










