
提醒:点上方 ↑ ↑ ↑ “ 钣金学习网 ” 免费关注
首先,第一步是要计算出圆弧的展开长度,圆弧长度是按照中性层长度来计算的。不能按照外口或者里口的弧长计算,因为这样尺寸会不准确的。那中性层是什么,中性层呀是理论上钣金折弯过程中既不伸长也不压缩的那层长度,是用作展开长度。中性层要怎么使用,对于钣金折弯大圆弧,中性层在钣金厚度的中心位置。看,下图红色线就是中性层位置!
![图片[1]-钣金加工大圆弧折弯刀数、折弯角度和展开长度计算方法-铆焊老刘铆工焊工笔记](/wp-content/uploads/2026/02/1772284104241_0.png)
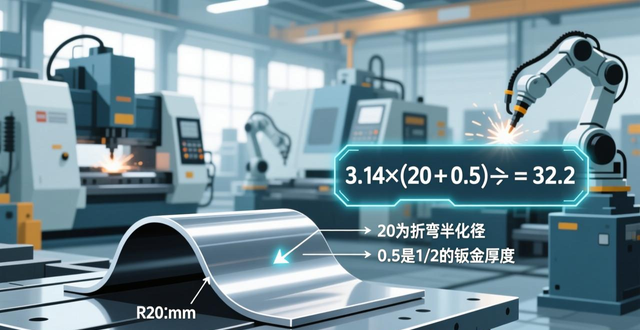
假若折弯圆弧的内圆是R20 ,板厚为1mm ,那么钣金圆弧长度计算所得结果便是:3.14*(20 + 0.5)/2 = 32.2 ,当中:20 为折弯半径 ,0.5 是 1/2 的钣金厚度 ,为何要除以 2 呢?这是由于计算的乃是半径 ,等同于半个圆的周长 ,而我们的折弯为 90度 ,也就等于 1/4 圆的周长。其他角度的计算公式是先除以 180 ,再乘以折弯角度。
第二步,首先去计算折弯刀数,当知晓折弯圆弧弧长之后,便能够计算刀数,通常而言,我们依据每次折弯移动2毫米来定位,进而可以计算得出:32.2除以2等于16,对小数进行四舍五入处理。
![图片[2]-钣金加工大圆弧折弯刀数、折弯角度和展开长度计算方法-铆焊老刘铆工焊工笔记](/wp-content/uploads/2026/02/1772284104241_1.png)
流程的第三步,是对折弯角度展开计算。明确所需达成的折弯角度是90度,折弯刀数为16次,经计算能够得出,每一次的折弯角度等于:90除以16,结果是5.63度。接着运用180度减去5.63度,那么折弯机所设置的角度即为:180减去5.63,得出174.37度。
上头的折弯刀数是依照经验值来计算的喔,要是觉着每次两毫米折弯的效果欠佳,那就能够适当地改小一点。要是感觉折弯的速度太过缓慢,同样能够适当地加大。总归呢,依据实际情形去调整数据。
推荐干货
© 版权声明
文章版权归作者所有,未经允许请勿转载。
THE END








![2025年中国钣金加工行业现状、产业链结构及发展全景研判:智能化是行业未来发展趋势[图]-铆焊老刘铆工焊工笔记](https://83ch.com/wp-content/uploads/2026/02/1771729218647_0.png)

