
依工艺要求去加工对接焊坡口,还要预留间隙进而展开拼接。可是,焊接接头的设计于焊接工程里相对薄弱。坡口形式对焊缝内部质量起着重要作用,对焊接结构的制造质量也起着重要作用。
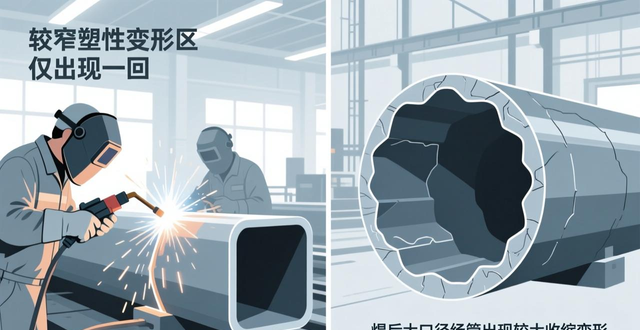
关于工艺的要求,是要保证层焊缝的焊接达到完全状态,且背面的成型情况优秀。焊接电流、电弧电压、以及送丝速度和焊接速度这些参数,能够依据设备型号来进行调节。为了使大口径方管的焊接变形得以减少,在焊接时应当遵循从中间朝着两侧分层对称跳焊的原则,如此产生的焊接变形相较于直通焊是更小的,这对应力的分散与释放有帮助,能避免在焊接过程当中出现复杂的应力。
![图片[1]-大口径方管的接焊坡口加工-铆焊老刘铆工焊工笔记](/wp-content/uploads/2026/02/1772287283273_0.png)
在直通摆动焊接里,焊接进程里形成的较窄塑性变形区仅出现一回,因连续摆动焊接热输入量大,且受热面积广,致使被压缩的塑性变形区域也增大,故而焊后会出现较大的收缩变形。
![图片[2]-大口径方管的接焊坡口加工-铆焊老刘铆工焊工笔记](/wp-content/uploads/2026/02/1772287283273_1.png)
大口径方管的接焊坡口加工
在分层分段跳焊进程里,每一层的截面占据面积较小,所以所需热量也相对少些。另外,每一层又划分成多个段来施行跳焊,每焊接一个段之际,都会于板材上再度形成一个温度场。这致使每次焊接时的塑性变形区域较窄,故而与相应的分层直通焊相较,塑性变形区的平均宽度要小,纵向收缩更小。相对一次填满的连续摆动焊接而言,所引发的变形也显得更小。
![图片[3]-大口径方管的接焊坡口加工-铆焊老刘铆工焊工笔记](/wp-content/uploads/2026/02/1772287283273_2.png)
想要增强方矩管的表面硬度,还有耐磨性,能够采取多种表面处理方法,像是火焰表面淬火,还有高频和中频淬火,以及化学热处理这类方法。
就通常情况而言,高频以及中频类型的表面淬火是比较常见的,其采用的加热温度一般是处于850至950℃这个范围之内。鉴于材料本身的导热性是比较差的状况,所以加热的速度是不适合过快的,不然的话就会出现诸如熔化以及淬火裂纹这类的缺陷。高频淬对于火方矩管有着这样的要求,那就是在正火之后状况下,其基体的微观结构组织大多呈现为辅珠光体。在冷却这个环节的时候是采用喷水或者是喷洒聚乙烯醇水溶液的方式,回火所设定的温度是处于200至400℃之间,最终达成的硬度能够达到40至50HRC,通过这样的方式能够有效地确保方矩管表面的硬度以及耐磨性。