
焊接时,焊件厚度不一样,结构存在差别,使用条件也有差异,这会致使出现不同的接头型式以及坡口形式。常见的焊接接头型式有对接接头、T形接头、角接接头、搭接接头等。其中,对接接头是应用最为广泛的接头型式,它的特点是两焊件表面形成的夹角在所构成的大于或者等于135°范围以及小于或者等于180°范围之中。
对于那些钢板,其厚度是小于6mm的,并且,它不是处于重要结构的情形下,一般来讲,往往是不需要去开设坡口的。可是,要是出现厚度不一样的钢板进行对接这种状况,并且,这两块板厚度的差值,也就是(δ—δ1),没有超过特定确定的规定 这时,涉及到焊缝坡口的基本形式以及尺寸,就能够依照那个比较厚的板的数据来挑选确定。要是超过了规定的范围,那就需要在厚板上开展单面或者双面的削薄处理这么做的目的,是为了保证焊接的质量,这里面削薄的长度L,应当最少等于3倍的厚度差,也就是(δ—δ1)。
不同厚度板材的对接
在对接不一样厚度的钢板之际,要是两板厚度差(δ—δ 1)超过规定范畴,那么就得对厚板做单面或者双面削薄处置,为的是确保焊接质量。当中,削薄长度L理应起码等同于3倍的厚度差(δ—δ 1),用以避免因厚度不同引致的焊接问题。这种处置办法在工程实践里相当重要,能够切实地提升焊接接头的质量以及强度。
(二)角接接头
若两焊件端面间打造出的夹角比30°大,同时比135°小,这般的接头称作角接接头,像图1-9展示的那样。值得留意的是,角接接头的受力情形并非良好,所以它常常被应用于那些对结构强度要求不算高的场合。
![图片[1]-不同厚度板材的对接-铆焊老刘铆工焊工笔记](/wp-content/uploads/2026/03/1772332309874_0.png)
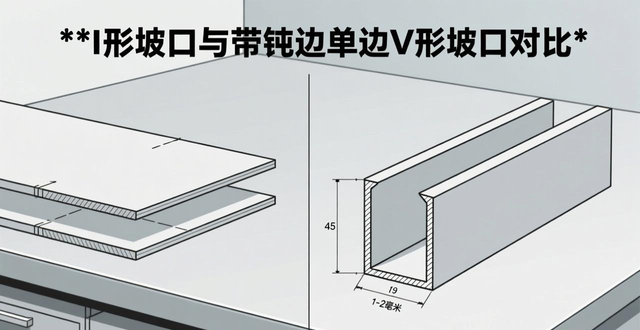
两种不同坡口形式,即I形坡口与带钝边单边V形坡口,由图1—9展示。接下来,另一种常见接头类型,也就是T形接头,我们再来看看。当一件焊件的端面跟另一件焊件的表面构成直角或者近似直角时,上述接头就被称作T形接头,情况如图1—10所示。
图1—10把T形接头的特点给展示出来了,紧接着,我们要去探讨另外一种接头类型,也就是搭接接头。搭接接头指的是两件焊件因为部分重叠从而构成的接头,就如同图1—11所呈现的那样。
以下三幅图展示了搭接接头的三个门类,它们各有不同的呈现方式与适用情形,分别为形状较单的I形坡口,在圆孔里进行的内塞焊、以及位于长孔内角处实施的焊接工艺。依据工程上对结构的具体需求和强度方面的要求,搭接接头能够依据实际状况灵活选用不同的形式。厚度小于12mm的钢板,适合采用I形坡口的搭接接头形式,其重叠部分需要达到或超过2(δ1+δ2),并且要采用双面焊接的方式,这种形式通常用于一些重要性相对较低的结构中。当重叠部分的面积比较大的时候,可以根据板厚以及强度等因素,选择不同尺寸还有数量的圆孔内塞焊形式或者长孔内角焊形式。
而后,我们会去研讨坡口的形态以及几何尺码,坡口形态种类繁多,像V形、Y形之类,它们的加工以及施焊相对而言较为便利,不过有可能引发角变形,双Y形坡口乃是在V形的基础之上予以改良的,适用于较厚的焊件,能够削减焊缝金属量并且降低残余变形,然而,它需要翻转焊件在筒形焊件的内部进行施焊,这或许会对劳动条件产生影响,U形坡口填充金属量更少,只是加工较为繁杂。
于谈及坡口的几何尺寸之际,我们提及了坡口面这一关键概念,又提及了坡口面角度这一关键概念,还提及了坡口角度这一关键概念,亦提及了根部间隙这一关键概念,更提及了钝边这一关键概念。而这些尺寸以及形状的挑选,将会直接对接头的性能以及质量产生影响。
(5)根部半径
![图片[2]-不同厚度板材的对接-铆焊老刘铆工焊工笔记](/wp-content/uploads/2026/03/1772332309874_1.png)
在J形坡口中,有呈角状且位于底部的半径,此半径被称作根部半径,(见图1—12)。在U形坡口中,也存在处于底部且呈圆角状的半径,它被归为根部半径一类。这么设计,能够加大坡口根部的空间,进而保证焊缝可以充分焊透至根部。
坡口的几何尺寸与焊接位置
于焊接范畴以内 ,GB/T3375—94《焊接术语》标准给咱们予以了周详的术语阐释。其中存在着 ,焊接位置也便是熔焊之际焊件接缝所处的空间位置 ,为极其关键的概念。此一位置能够借由焊缝倾角以及焊缝转角予以具体的描绘 ,经由这样的方式来辅助咱们精准掌握焊接过程里的各式各样的变化。平焊 、立焊 、横焊以及仰焊等不一样的位置 ,皆对应有着特定的焊缝倾角以及焊缝转角 ,这些参数针对确保焊接质量具备相当关键的作用。
焊缝转角定义
焊缝转角,是指这样一种夹角,它是焊缝中心线,也就是焊根与盖面层中心的连线,和水平参照面 Y 轴所形成的夹角。这一角度对于描述焊接位置很关键,对于控制焊接质量同样极重要,就如同图 1—14 所展现的那样。
焊缝转角示意图
![图片[3]-不同厚度板材的对接-铆焊老刘铆工焊工笔记](/wp-content/uploads/2026/03/1772332309874_2.png)
看图 1—14,我们把焊缝转角的概念给展示出来了。焊缝如果处于平焊位置,它会有这样的情形,一方面焊缝倾角是 0°,另一方面焊缝转角能有 90°,这种焊接位置就像图 1—15(a)所呈现的那样。
![图片[4]-不同厚度板材的对接-铆焊老刘铆工焊工笔记](/wp-content/uploads/2026/03/1772332309874_3.png)
各种焊接位置
图1—15呈现出不一样的焊接位置,有平焊,有横焊,有立焊,有仰焊,有平角焊,还有仰角焊。于每种位置当中,焊缝的倾角以及转角都存有特定的范围。比如说,在横焊位置那儿,焊缝倾角能够是0°或者是180°,同一时间焊缝转角也能够是0°或者是180°。同样的,立焊位置的特性是焊缝倾角为90°(立向上)乃至于270°(立向下)。而仰焊位置则关乎对接焊缝倾角0°或者180°,以及转角270°的焊接。除此之外,还有平角焊和仰角焊这两种特殊的角焊位置得要特别予以关注。
分别存在着不同的焊接位置,这些位置对焊接质量能够产生显著作用,由于这样所以在实际操作的时候,要依据具体情形去选用恰当的焊接位置,与此同时,知晓各类焊接位置的特点及要求,这也是提升焊接技能的关键环节中的重要一点。










