
焊缝坡口主要存在以下这些类型,- I形坡口(),它属于较为简单的坡口样式 ,其形状如同字母“I” ,是一种不开坡口的对接形式呀,大体适用于较薄钢板的焊接工作 ,焊件间隙比较小 ,焊接操作相对较为简单。
V形坡口(V-),其形状恰似“V”字,存在单面V形与双面V形的区别,单面V形坡口适用于中、薄板的焊接工作,该坡口在加工方面较为便利,然而焊接之后角变形会比较大,双面V形坡口能够避免出现过大的角变形,通常被应用于较厚板的焊接当中。
– X形坡口(X-),其形状类似“X”,与V形坡口相较,于同样板厚情形下,填充金属量少,焊接应力以及变形小,适用于厚板焊接。- U形坡口,形状如同“U”,此坡口根部较宽,有足够空间用以容纳焊条,易于保证焊接质量,然而坡口加工难度大,成本较高,一般用于要求较高的厚板焊接。
那个双拼的U形坡口,它是由两个“U”形共同构成的,其焊接的时候变形程度小,填充进去的金属量也少,只是呢加工起来会更加复杂些,它常常被应用在对于焊接质量以及变形有着严格要求的厚板焊接作业当中。
那一种从单面斜边坡口的一侧进行焊接操作所形成的焊缝,被称作单面斜边坡口焊缝( bevel)。
双面斜边坡口所形成的焊缝(beve),是源自双面斜边坡口实施焊接操作而得的焊缝缝,单面J型坡口焊缝(-J weld),是由单面J型坡口进行焊接所获的焊缝,双面坡口焊缝(-J weld),是从双面J型坡口开展焊接形成的焊缝,这些图片呈现出了各类不同的焊接坡口形式,以下是针对这些焊接坡口的详尽介绍:
单坡口焊缝( – Welds)
1. 单V形坡口焊缝( – V – Weld)
这种焊缝,是由图B.8 (C)展示出来的,同时,也是由图B.8 (I)展示出来的。
其特点是,于焊件边缘之处,加工形成一个V形坡口,在进行焊接操作的时候,于坡口内部填充焊材。
应用方面,适用于那种承受中等应力的结构,像建筑钢结构里梁与柱的连接这种情况。
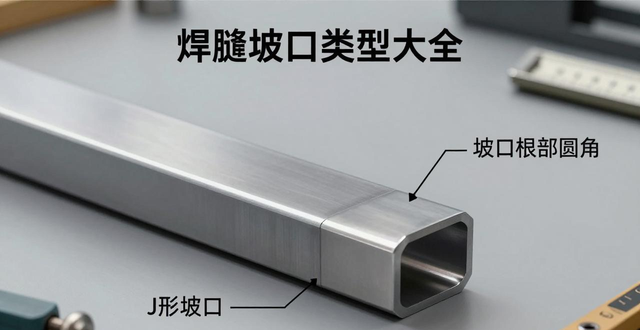
2. 单J形坡口焊缝( – J – Weld)
– 图B.8 (F) 展示了这种焊缝。
![图片[1]-焊缝坡口类型大全-铆焊老刘铆工焊工笔记](/wp-content/uploads/2026/03/1772334843372_0.png)
其特点在于,在焊件边缘要进行加工,从而加工出一个J形坡口,该坡口根部存在较大的圆角。如此一来,这一较大的圆角有助于减少应力集中。
– 应用:适用于承受较高应力的结构,如压力容器的焊接。
3. 单U形坡口焊缝( – U – Weld)
– 图B.8 (G) 展示了这种焊缝。
焊件边缘会被加工出一个U形坡口,此坡口拥有更大的根部圆角,这一情况能够更好地起到减少应力集中的作用,这便是其特点。
– 应用:适用于承受高应力的结构,如管道和容器的焊接。
4. 焊缝是单面V形坡口的那种(- V – 属于在一种之上的焊缝)。
– 图B.8 (E) 展示了这种焊缝。
特点是,于焊件的一个表面之上完成V形坡口的加工操作,而焊接之时仅仅是从一侧来开展进行。
用途:适合用在那样的结构上,即只能够从一个侧面开展焊接操作,就像对管道所进行的现场焊接之类的情况。
双坡口焊缝( – Welds)
1. 双V形坡口焊缝( – V – Weld)
– 图B.9 (C) 展示了这种焊缝。
其突显表现为,于焊件的两侧边缘之处,均实施加工处理直至具备V形坡口,而在实施焊接操作之际,是从两侧分别予以开展的。
![图片[2]-焊缝坡口类型大全-铆焊老刘铆工焊工笔记](/wp-content/uploads/2026/03/1772334843372_1.png)
用于,适合用作承受高应力的厚板结构方面,像桥梁以及大型机械设备的焊接这种情况。
2. 双J形坡口焊缝( – J – Weld)
– 图B.9 (D) 展示了这种焊缝。
这一特点是,在焊件的两侧边缘都进行了J形坡口这种加工操作,此坡口在根部存在较大的圆角,该圆角对减低应力集中有着助力作用。
应用,适用于承受高应力的厚板构成物体结构,像压力容器以及船舶方面的焊接。
3. 双U形坡口焊缝( – U – Weld)
– 图B.9 (E) 展示了这种焊缝。
特点是,在焊件的两侧边缘,都进行了U形坡口的加工,这种坡口,根部的圆角更大,于应力集中的减少,能起到更好的作用。
将其所适用的范围界定为,那种承受着极高应力的厚板结构情形,就像核反应堆容器的焊接这种状况。
4. 双斜角坡口焊缝( – Bevel – Weld)
– 图B.9 (B) 展示了这种焊缝。
特点是,在焊件的两侧边缘,都进行了斜角坡口的加工操作,该种坡口,在其根部,有比较大的斜角,这有助于,减少应力集中。
– 应用:适用于承受高应力的厚板结构,如桥梁和大型机械设备的焊接。
五、双喇叭形制的那种,坡口连接形成的焊缝,也就是括号里写的 – Flare – Bevel – Weld。
– 图B.9 (F) 展示了这种焊缝。
![图片[3]-焊缝坡口类型大全-铆焊老刘铆工焊工笔记](/wp-content/uploads/2026/03/1772334843372_2.png)
特点是,在焊件的两侧边缘都进行了加工,加工出的是喇叭形坡口,这种坡口在根部呈现出较大的喇叭形,其有助于减少应力集中。
– 应用:适用于承受高应力的厚板结构,如压力容器和船舶的焊接。
连接两个带有喇叭形状的V形坡口的焊缝,被称作双喇叭形V形坡口焊缝,表述为 – Flare – V – Weld。
– 图B.9 (G) 展示了这种焊缝。
特点是,在焊件的两侧边缘,都要开展加工操作,将其加工成喇叭形V形坡口,此坡口在根部位置,存在较大的喇叭形状,这对减少应力集中这个方面,是有所帮助的。
– 应用:适用于承受高应力的厚板结构,如管道和容器的焊接。
需要国际焊工证和国际标准焊接工艺评定可联系
![图片[4]-焊缝坡口类型大全-铆焊老刘铆工焊工笔记](/wp-content/uploads/2026/03/1772334843372_3.webp)
![图片[5]-焊缝坡口类型大全-铆焊老刘铆工焊工笔记](/wp-content/uploads/2026/03/1772334843372_4.webp)
![图片[6]-焊缝坡口类型大全-铆焊老刘铆工焊工笔记](/wp-content/uploads/2026/03/1772334843372_5.webp)
![图片[7]-焊缝坡口类型大全-铆焊老刘铆工焊工笔记](/wp-content/uploads/2026/03/1772334843372_6.webp)










