
![图片[1]-(2)焊接坡口的质量控制,标准对坡口的规定-铆焊老刘铆工焊工笔记](/wp-content/uploads/2026/03/1772373250573_0.png)
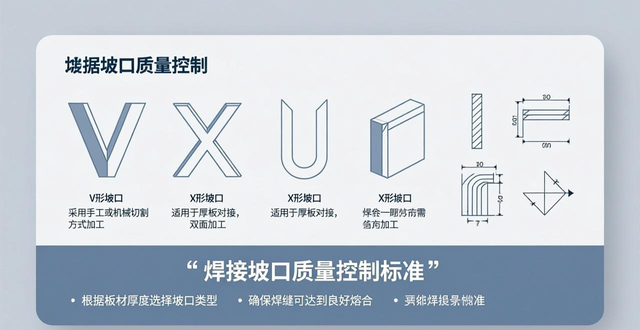
此项课程着重予以剖析的内容涵盖,其一为破口的相关介绍,具体包含类型以及特点、加工方式、选择准则,其二是焊接破口的质量管控,标准针对破口所作出的规定情况,其三是焊接符号的展现方式,焊接结构的优化要点。其一前言部分所阐述的破口设计原则如下,a. 经济性原则方面,于达成强度需求的前提条件之下,挑选合乎情理的接头以及破口,将焊材的填充数量予以减少,以此提升焊接的效率情况。b. 考虑破口加工环节,优先选取便于予以加工的破口,诸如V形、X形,U形以及双U形破口,其加工过程相对存在困难之处。c. 防止焊接之处出现瑕疵: 运用不合适的坡口样式极易产生焊接方面的问题。 举例来说: 坡口的角度太大, 进而导致焊接时热的输入量增多, 使得工件发生变形; 钝边过高, 无法实现完全熔透, 残留下来的钝边便成为了缺陷的源头。2. 有关焊接坡口的简要介绍2.1 其定义为: 焊接坡口语指的是为了确保焊接的质量, 在焊件需要焊接的部位进行加工并装配成具备一定几何形状的沟槽。2.2其作用为,增加焊接熔深,保证焊缝质量,便于焊接操作。2.3坡口形式存在,对接坡口主要包含,I型、V型、X型、U型、Y型、UV型、VV型等,角接坡口有,T型、搭接、J型等,GB985为《气焊、手工焊、气体保护焊坡口型式》,GB986是《埋弧焊坡口型式》。2.4I型坡口特点是,形状较为简单,加工起来方便,焊接的工作量较小。其适用范围在于,薄板焊接,也就是1到6mm。V型坡口有着这样的特点,其具有加工容易的特性,并且能够进行单面焊接, 它适用的范围是较厚板材的焊接。U型坡口具备这样的特点,它的焊缝根部比较宽,焊接质量良好,然而它的加工难度大,它适用的范围是重要结构的厚板焊接。X型坡口有这些特点,它是双面施焊,焊接效率比较高,焊接变形比较小,它适用的范围是中厚板的焊接。2.5坡口加工存在着一些方法 ,2.5.1机械加工刨削具有精度高的特性,适用于要求较高的坡口加工,铣削能够加工复杂形状的坡口,车削用于加工管件的坡口。二点五点二热切割火焰切割,其成本较为低廉,适用于厚板,等离子切割,速度快速,精度较高,打磨,针对加工之后的坡口予以修整,二点六焊接坡口的质量控制,坡口尺寸精度控制,角度、钝边、间隙等尺寸的测量与控制,坡口表面质量要求,没有油污、铁锈、氧化皮等杂质。在坡口加工进程当中的质量检验,要定期去检查加工设备的精度,2.7标准,2.7.1焊缝接头所对应的国标,其一为GB/T324—2008《焊缝符号表示法》 ,其二为GB/-2012《技术制图 焊缝符号的尺寸比例及简化方法》 ,其三是坡口的选择GB/T150-2024,2.7.2焊缝接头所对应的美标以及具体内容见以下参考文件,其一为AWS A2.4焊接、铜焊和无损检测标准符号,其二为AWS A3.0标准焊接术语和定义,其三为ASME第IX卷QW – 490定义及其他章节,其四为ASME第NF卷NF-3226.1(a)-1典型焊缝坡口图,3.知识延伸,3.1焊接符号的表示方法,其一参考GB/T324—2008《焊缝符号表示法》 ,GB/-2012《技术制图 焊缝符号的尺寸比例及简化方法》 ,GBT 5185-2005《 焊接及相关工艺方法代号》,其二是焊接结构的优化(见视频)。










