
对于那篇名为《焊接坡口设计与焊缝质量控制开题报告.doc》的文档,它是由会员进行分享的,并且能够实现在线阅读的操作。与之相关的,还有一篇文档名为《焊接坡口设计与焊缝质量控制开题报告.doc》在知学网上,其页面显示长度为5页。此外,还有更多相关于这一主题的内容也在知学网上可供搜索。
郑州市国防科技学校,毕业设计(论文)开题报告,此报告是学生填表用。其专业为机电一体化应用,在某年某月某日。课题名为焊接坡口设计与焊缝质量控制,学生姓名是栗江涛,专业班级为09机电。课题类型属于论文其指导教师名为和欢,职称是讲师,课题来源为研究。设计或研究的依据与意义涵盖,焊接坡口乃指焊接坡口与所指定焊接工艺实施具有可达性,观测你的坡口位置等情况,看其角度、形式等是否便利焊接。依据设计或工艺需求,把焊件待焊部位加工成特定几何形状的沟槽称作坡口,开坡口目的在于获取焊件厚度全部焊透的焊缝。坡口是焊接术语,就是于材料上取出一定余量预留作焊接填充。是说为确保焊接质量而言,于焊接之前针对工件需焊接之处开展的加工,存在气割这种方式,也能够通过切削达成,通常呈现是斜面状,偶尔情况下呈现为曲面状!举个例子,两块厚度为10mm的钢板要进行对焊连接在一起,为促使焊缝牢固,会在板的边缘铣出倒角,而这就被称作开坡口 ;焊接的定义是,依据设计或者工艺的需求,在焊件的待焊部位加工并且装配成的具备一定几何形状的沟槽就叫做坡口 ;坡口主要是用于焊接工件,以此保证焊接的质量,一般情形下通过机加工方法加工出的型面,当要求不高的时候也能够采用气割(要是属于一类焊缝,需要进行超声波探伤的,那就只能运用机加工方法),不过需要清除氧化渣 ,按照需求,存在K型坡口,V型坡口,Ⅰ型坡口,U型坡口等多种坡口形式,但是大多都要求保留一定的钝边 ;选择焊接坡口的原则,有六点!需与焊接方法相匹配,还要与焊接材料的特性相契合,例如,对于流动性欠佳的焊材,坡口要开大一些以使之适应;焊缝填充金属应尽可能减少;要防止出现缺陷;需降低残余焊接变形以及应力;要有助于焊接防护;并且要便于操作等。
![图片[1]-焊接坡口设计与焊缝质量控制开题报告.doc-铆焊老刘铆工焊工笔记](/wp-content/uploads/2026/02/1771557333319_0.png)
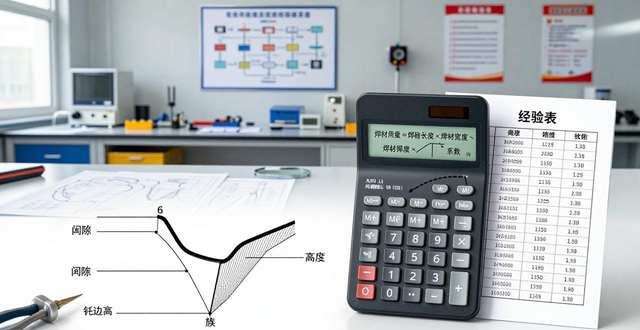
在焊接工艺设计进程里,焊缝焊材计算以及产品焊材消耗汇总乃是一项关键内容,因为坡口形式具备多样性与不规则性,致使焊缝截面面积颇难计算;另一方面,于高参数容器结构件钢的焊接进程中,一个坡口需选用不一样的焊接材料以及方法来施焊,要计算不同焊接工步所对应的焊层截面面积,这让焊材分类用量计算变得繁杂琐碎。当前工艺设计人员计算焊材用量主要运用两种方式:其一乃是依据经验公式,借助计算器粗略计算焊层面积进而计算焊材用量;其二是直接查找经验表来获取焊材用量。这两种方式的直接后果是效率低下,计算结果存在较大误差,造成焊材浪费,对一些特种材料产品的制造成本显著增加。这种现象的本质缘由是坡口形状复杂,使得参数建模以及图形驱动困难,同时不同厚度坡口截面面积计算繁杂。该软件通过变参数模型来统一描述坡口形状,设计了坡口图元类来实施坡口图形绘制参数化驱动,提出坡口截面面积参数化计算模型,为焊材消耗计算提供了一种从坡口设计到焊材计算的全新工具化方法,计算精度以及效率显著提升,让工艺人员达成“甩计算器”的目标,能够做到领料有依据,各类焊材汇总、工时以及成本计算便捷,并且已经工具化应用到承压设备焊接工艺辅助设计软件中,工艺设计人员的应用反馈效果是坡口模型表示、绘制以及参数标注便利、计算结果精准,该工具为解决不同焊层焊材消耗计算难题提供了一种计算新方法。
若是坡口已然加工好了,凭借目测或者运用直尺,便能够识别区分两个焊接件组装之后所形成的坡口截面,倘若呈现V形,那便是V形坡口,要是呈现U形,那便是U形坡口。当焊接件厚度比较薄(小于20mm)之时,通常会采用V形坡口,因其加工相对简单。当焊接件厚度比较厚(大于20mm)之时,通常会采用U形坡口,目的在于减小焊接工作量。V形坡口和U形坡口对于焊接方法并没有什么影响。焊缝按照左右方向判定为纵向,前后判定为横向,也就是从左到右或者从右到左方向的焊缝属于纵焊缝。焊缝还划分成:立焊、仰焊缝、环焊缝等。焊缝分类包含:1.平焊缝,2.角焊缝,3.船形焊缝,4.单面焊缝,5.单面焊双面成形焊缝。依据焊缝本身截面形式的不同,焊缝被分为对接焊缝和角焊缝。与焊缝质量检测相关的标准是,在焊缝处直角弯折直至断裂的次数不得低于非焊缝处,耐拉伸条件不得低于无焊缝处,作为容器耐压水平不得低于非焊缝处。以上仅仅是粗略的要求,更高等的还有金相、耐久等各个环节。2. 国内外同类设计(或同类研究)的概况综述。伴随世界制造业的迅猛发展,焊接技术的应用愈发广泛,焊接技术水平也日益高新。新的焊接工艺方法持续涌现,专业焊接设备日新月异。与此同时,国内外焊接设备生产企业纷纷借助各种途径展示自身的实力,尤其是通过展会展出种类繁多的产品以及先进的技术。逆变焊机朝着纵深发展的几个方面有:普及性提升、功率制造能力增强、趋向小型化。
![图片[2]-焊接坡口设计与焊缝质量控制开题报告.doc-铆焊老刘铆工焊工笔记](/wp-content/uploads/2026/02/1771557333319_1.png)
参展比率提升:逆变式焊机用来参展的比率逐步提升,参展的范围越来越广泛,在今年的展会期间,差不多所有的大型公司,都以比较大的规模展示了各类逆变式焊机以及新研发生产的电源技术、产品,只是它们各自所具备的品种、功率、性能、功能以及制造工艺存在差异罢了。除此之外,逆变焊机所拥有的品种、性能、功能以及焊接方式和应用范畴也有一定程度的攀升、添加以及拓展。功率制造水准增强:以前人们觉得,逆变焊机凭借其体积小巧、便于移动、节省电力以及节约材料的优势,主要适用于中度以及小块功率的应用场景。在今年举办的展会上,许多公司都展示了达到千安级别的拥有新技术的产品。小型化:通过提高电流频率并且选取高性能的磁体、对结构进行优化等方式,尽量把小功率的逆变焊机制作得更为小巧。比如用于焊接位置经常变动的装配和维修工作里的薄板焊接的小型焊机仅仅只有3.4kg。在展会当中,逆变焊机几乎在所有电焊机参展商的展台上都得到出现呈现,这足以表明逆变焊机如今已然成为电焊机行业的主要发展趋向。当前,逆变焊机在基础技术领域方面已经处于趋近于完备程度,当下的技术竞争主要在逆变焊机彼此相关的电源技术的延伸拓展以及逆变焊机彼此相关的焊接工艺技术的深入挖掘这两个方面显示体现。毫无例外,世界有名的焊接设备制造厂商都既有专门的长远规划,同时也极为专心于执行落实,就像ESAB几十年如一日地专心致力于埋弧焊领域的钻研研究;从1946年开始生产电源起始,一直到现在仍然专心专注于逆变电源的研究探索,已经创造出了多个世界领先的成果。
与国内外电焊机厂商广泛接触后,令人印象极为深刻的是,国外知名企业都有自身核心技术以及专有技术名词,像我们熟悉的 STT、CMT、Power Wave 等,还有诸多新的或我们以前未曾关注的技术名词,比如 Force Arc 等,并且都带有 R 标识。由此能够看出,国外企业对核心技术及其知识产权保护有着强烈意识。总之,在上述的三大展会里,来自世界各地企业形象鲜明,新产品、新技术、新工艺精彩纷呈,让参观者大开眼界,同时也折射出行业未来发展趋势。特别是欧美等发达国家企业对焊接技术研究深入且系统,从成套设备到焊接单机,从焊接材料到焊接辅助机具,不仅产品外观精美、色彩协调、性能稳定、可靠性好,而且技术特点鲜明,这些都值得我国企业学习借鉴。可以说,以上展会为国内外焊接设备与技术搭建了展示舞台,将国内外焊接设备与技术进步推向崭新阶段,更为我国焊接设备与技术发展指明方向。我们坚信,我国焊接技术会遵循客观规律、实事求是地稳步向前发展,不久后定会融入世界领先行列。课题设计(或研究)的内容包括:研究目标是焊缝坡口的设计与焊缝质量控制,内容有焊缝坡口设计的原则及焊缝坡口的基本形式。
![图片[3]-焊接坡口设计与焊缝质量控制开题报告.doc-铆焊老刘铆工焊工笔记](/wp-content/uploads/2026/02/1771557333319_2.png)
2. 用于焊缝质量控制的方法以及措施,4. 设计(或者研究)的方法,方法是,借助查阅相关资料去知晓焊缝坡口设计的原则以及焊接过程里容易出现的问题,剖析所产生的缘由,运用所学知识以及实践经验去解决并采取合理的控制举措,5. 实施计划,1、在2013年03月05日至2013年03月06日明确毕业论文的选题,收集资料,完成论文的任务书以及开题报告。2、于2013年03月07日至2013年03月14日撰写论文,完成第一稿,并交给指导老师。3、从2013年03月15日至2013年03月20日指导教师批阅修改论文。4、2013年03月21日至2013年03月15日修改论文,完成第二稿,并交予指导教师。 5、在2013年03月16日至2013年03月25日指导教师批阅修改论文。6、2013年03月26日至2013年04月20日修改论文,完成第三稿,并交指导教师。7、2013年04月 23日至2013年05月5日指导教师阅改论文,确定能否参加论文答辩。8、2013年05月6日至2013年05月20日进行毕业论文答辩,评定论文成绩,评出优秀论文。指导教师意见,指导教师签字:年 月 日,教研室意见,教研室主任签字:年 月 日。










