
![图片[1]-焊接坡口标准.pdf-铆焊老刘铆工焊工笔记](/wp-content/uploads/2026/03/1772448079610_0.png)
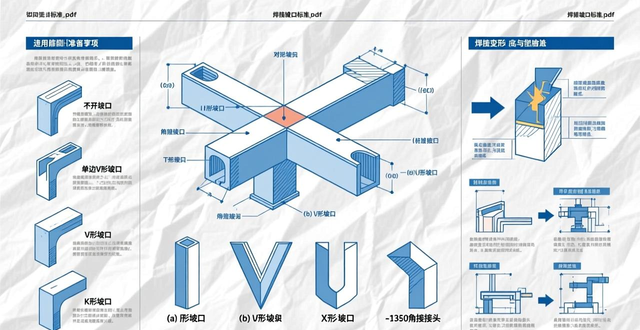
焊接坡口的相关介绍,涵盖焊接接头的形式以及怎么选用坡口,关于焊接结构的设计和坡口的设计,还有焊接变形出现的缘由所在,以及焊接变形怎样去控制与矫正。一、焊接接头的形式以及坡口的选用,接头型式与坡口的准备事项:1、焊接接头的型式,接头主要存在对接、角接、T形接以及搭接等4种,被称作对接接头,它是焊接结构里采用数量最多的一种型式。按照坡口形式不一样,能够分成I形、V形、X形、U形以及双U形等,其中(a)I形坡口(b)V形坡口(c)X坡口(d)U形坡口(e)-1350夹角的接头,被称作角接接头。依据坡口型式的不同,划分成不开坡口、单边V形、V形以及K形等4种型式,其中(a)不开坡口(b)单边V形坡口(c)V形坡口(d),称作T形接头。它的应用范围在对接接头之后。因坡口形式存在差异,所以被划分成不开坡口、单边V形、K形以及双U形这4种,其中包括I形坡口、单边V形坡口、K形坡口、双U形坡口,当以T形接头连接焊缝时,要是板厚小于3mm则可不开放口。3个焊件装配成“十”字接头字形接头,此即为十字接头。实际上它是两T形接头的组合,还有叫搭接接头的。因结构形式以及对强度要求存有差异,被划分成不开坡口、圆孔内塞焊以及长孔内角焊等三种,图(a)呈现的是不开坡口的搭接接头,适用于厚度12mm以下的焊件,偶尔会采用双面焊接,这种接头承载能力不高,应用于不太重要的结构,当碰到重叠面积较大的情况时,为确保焊接强度,能够分别选用图(b)、(c)这两种形式,在焊件的待焊部位加工成具备一定几何形状与尺寸的沟槽,这就称作坡口,其作用是使热源也就是电弧或者火焰能够抵达焊缝根部,从而保证根部焊透。(1)要尽量减少填充金属量。(2)坡口形状得容易加工。(3)要便于焊工操作以及清渣。(4)焊后应力以及变形得尽可能小。应选择适当的坡口型式,坡口的选择,主要取决于母材厚度、焊接方法和工艺要求,选择时,应注意以下问题:(2)便于操作以及清理焊渣。(3)调整焊缝成型系数,获得较好的焊缝成型。(4)调节基本金属与填充金属的比例。分为V型坡口、U型坡口、X型坡口来比较,其坡口形式的比较条件有,V型坡口方便,填充金属量较多,焊件翻转时不需要,焊后变形较大,U型坡口复杂,填充金属量少,焊件翻转时不需要,变形小,X型坡口方便,填充金属量少,焊件翻转时需要,变形较小。










