
沿两直交抑或近直交零件的交线所焊接而成的焊缝是角焊缝,它在两焊件垂直的T形接头或者两焊件重叠的搭接接头的连接里被广泛运用,角焊缝的核心特征以及技术要点是这样的 ,其一 ,角焊缝有着基本的结构以及参数。
焊脚,是角焊缝横截面里等腰直角三角形的直角边长度,它直接对连接强度产生影响。
焊喉,它指的是直角三角形斜边之上的高,此乃理论焊喉;而凹角焊缝的实际焊喉,乃是从表面抵达焊根的最小距离之处。
表面呈现出这样的形态:分为凸形,也就是表面是隆起的那种状态,还有凹形,即表面呈现下凹的情形,对于动载结构而言,适宜采用凹形来达成降低应力集中的目的。
1.角焊缝的形式(按两焊脚边的夹角分)
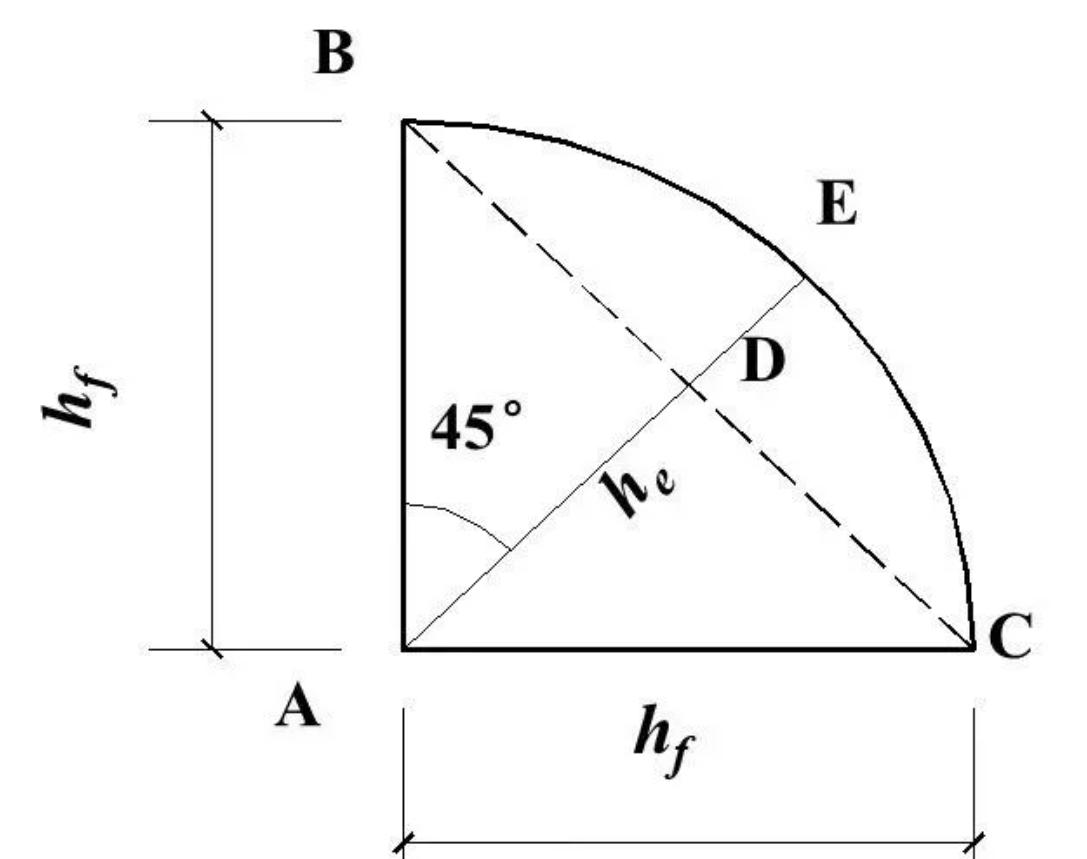
(1)直角焊缝
(a)普通焊缝 (b)平坡焊缝
(c)深熔(凹)焊缝
![图片[1]-角焊缝知识大全-铆焊老刘铆工焊工笔记](/wp-content/uploads/2026/03/1772458915154_0.jpg)
一般会采用(a),然而,(a)存在着应力集中较为严重的情况,当承受动力荷载的时候,会采用(b)以及(c)。
图中,
hf—焊脚尺寸,
he—焊缝有效厚度。
并有,
he =0.7hf,
he—总是450斜面上的最小高度。
普通情况下的焊缝,其两个焊脚的尺寸均等于hf,这种焊缝较为常用,然而,它存在较明显的应力集中问题,也就是材料突变情况较为严重。
那种被称作平坡焊缝的,乃是于一侧对应的焊脚之处,把焊缝的宽度予以加宽,增宽到1.5hf从而形成的,它具备容易焊接的特点,其应力集中的状况存在于普通焊缝与凹焊缝两者的中间程度。
凹焊缝,其两边的焊缝宽度呈现出被加宽从而形成凹面的状况,这种情况下应力集中程度较小,在用于承受动荷的结构之中能够提高疲劳强度,然而采用手工焊的话会比较费工。
角焊缝尺寸由焊缝尺寸中最短的焊脚高来决定,如下图。
![图片[2]-角焊缝知识大全-铆焊老刘铆工焊工笔记](/wp-content/uploads/2026/03/1772458915154_1.jpg)
(2)斜角角焊缝
![图片[3]-角焊缝知识大全-铆焊老刘铆工焊工笔记](/wp-content/uploads/2026/03/1772458915154_2.jpg)
两焊边夹角α>90°或α
对于α>135°或α
按角焊缝与外力的关系可分为:
(1)正面角焊缝:作用力方向与焊缝长度方向垂直。
(2)侧面角焊缝:作用力方向与焊缝长度方向平行。
(3)斜焊缝:作用力方向与焊缝方向斜交。
![图片[4]-角焊缝知识大全-铆焊老刘铆工焊工笔记](/wp-content/uploads/2026/03/1772458915154_3.jpg)
2. 角焊缝的构造要求
防止因焊脚尺寸过大或者过小致使出现 “烧穿”、“变脆” 等缺陷,以及因焊缝长度太长或者太短引发焊缝受力不均匀等状况,对角焊缝的焊脚尺寸、焊缝长度存在限制。在计算角焊缝连接时,除要满足焊缝的强度条件以外,还必须满足以下构造要求。
1)焊角尺寸hf的构造要求
(1)最大焊脚尺寸
①为了防止焊缝处局部出现过热情况,进而减小焊件的焊接残余应力以及残余变形,除了钢管结构以外,hf,max应当满足下面这些要求:。
hf,max≤1.2t1
式中:t1—较薄焊件厚度。
![图片[5]-角焊缝知识大全-铆焊老刘铆工焊工笔记](/wp-content/uploads/2026/03/1772458915154_4.jpg)
②对于板件边缘的角焊缝,尚应满足以下要求:
当t>6mm时,hf,max≤t-(1~2)mm
当t≤6mm时,hf,max≤t
若另一焊件厚度t1<t时,还应满足hf,max≤1.2t1
![图片[6]-角焊缝知识大全-铆焊老刘铆工焊工笔记](/wp-content/uploads/2026/03/1772458915154_5.jpg)
(2)最小焊脚尺寸
为了防止在焊缝金属里头,因冷却速度较快进而产生淬硬组织,致使母材出现开裂情况,hf,min还得满足以下这些要求:。
![图片[7]-角焊缝知识大全-铆焊老刘铆工焊工笔记](/wp-content/uploads/2026/03/1772458915154_7.jpg)
取整mm数,小数点以后只进不舍。
式中:t——较厚焊件厚度
另外:对埋弧自动焊hf,min可减小1mm;
对T形连接单面角焊缝hf,min应增加1mm;
当t≤4mm时, hf,min=t
(3)设计焊角尺寸hf应满足
3. 焊缝计算长度的构造要求
(1)侧面角焊缝的最大计算长度
侧面角焊缝于弹性工作的阶段之时是沿着长度的方向受力不均的,两端受力大呀,而中间受力小呢。焊缝长度越长,应力集中就越显著的。要是焊缝长度并非太大,焊缝两端达到屈服强度之后,继续进行加载,应力会渐渐趋向均匀的;然而当焊缝长度越过某一限值后,可能会首先在焊缝两端出现破坏,而后逐渐朝着中间发展,最终致使焊缝破坏。
故侧面焊缝计算长度:
倘若实际的长度是大于以上所提及的限值的,那么在进行计算之际,超出的那部分是不会被予以考虑的,然而,当沿着侧焊缝的全长展开内力分布之时,lw是不会受到这样的限制的。
(2)侧面角焊缝的最小计算长度
针对焊脚尺寸偏大然而长度偏小的焊缝而言,焊件局部加热状况严重并且起灭弧坑彼此间距离太过接近,致使焊缝不具备可靠性。焊缝越短应力集中程度也就越严重,所以依据经验,作出规定:
此规定适合正面角焊缝和侧面角焊缝。
(3)侧面角焊缝的计算长度
4.搭接连接的构造要求
![图片[8]-角焊缝知识大全-铆焊老刘铆工焊工笔记](/wp-content/uploads/2026/03/1772458915154_12.jpg)
(1)当板件端部仅采用两条侧面角焊缝连接时:
试验得出的结果所显示的是,连接具备的承载力跟b/ lw存在关联。在b/ lw大于1这种情况的时候,连接的承载力会跟着比值增大而显著地下降,而出现这种状况是因为因应力传递产生过度的弯折从而致使构件当中应力不均匀所导致的,为了避免连接强度过度地降低,规范做出了这样的规定:
b/lw≤1
为避免因焊缝横向收缩引起板件的拱曲太大,要求:
b≤16t(t >12mm)或190mm(t≤12mm)
式中:b为两侧焊缝的距离;
lw为侧焊缝计算长度;
t为较薄焊件的厚度。
(2)在进行搭接连接时,其搭接的长度,不可以小于焊件相对较小厚度的5倍,并且,绝不能小于25mm。
![图片[9]-角焊缝知识大全-铆焊老刘铆工焊工笔记](/wp-content/uploads/2026/03/1772458915154_13.jpg)
(3)当焊缝的端部处于焊件的转角位置时,应当把焊缝进行延续,从而绕过转角位置,并且加焊2hf。要避开起落弧出现在转角处而产生的应力集中现象。
![图片[10]-角焊缝知识大全-铆焊老刘铆工焊工笔记](/wp-content/uploads/2026/03/1772458915154_14.jpg)
二、角焊缝焊接工艺要求
1. 焊接操作
焊条所呈现的角度为:处于十五度至四十五度的范围之内,运用直线或者斜着的圆圈形状用以进行运条的时候所采用的方法,电弧压低从而对熔合给予保障。
厚板处理:板厚≥25mm时建议开坡口,焊脚≤16mm。
特殊要求:承受动载时禁用焊脚
2. 构造设计
绕角焊:转角处需连续施焊并延伸2倍焊脚长度,减少应力集中。
以下是改写后的句子:型钢杆件宽度大于二百毫米的时候,连接限制方面,需要增添正面角焊缝或者塞焊。
三、角焊缝检测与质量1.角焊缝检测
2.角焊缝常见缺陷
根部焊瘤:超声检测中易误判为缺陷,需结合波形分析。
尺寸不符:焊脚过小导致强度不足,过大则引发变形。
四、角焊缝强度特性
弱于对接焊缝:因应力分布复杂,角焊缝强度通常低于对接焊。
优化的措施是,对于动载结构而言,采用的是凹形角焊缝,其长边顺着受力的方向,且两者比例为1:1.5。
五、角焊缝的尺寸在焊缝符号上是如何标注的
角焊缝的尺寸借助焊脚高来予以表示,焊脚高的尺寸被标注于角焊缝符号的侧边,情形如下所示:
![图片[11]-角焊缝知识大全-铆焊老刘铆工焊工笔记](/wp-content/uploads/2026/03/1772458915154_15.jpg)
六、角焊缝的长度如何确定
角焊缝乃是一条自一端延续至另一端不间断的焊缝,于存在尺寸限制的情形除外时。要是此种焊缝并不要求具备连续性,那么在角焊缝符号右侧理应标注一个数码,用以提示操作者该焊缝的长度,呈现形式如同图示一般。
![图片[12]-角焊缝知识大全-铆焊老刘铆工焊工笔记](/wp-content/uploads/2026/03/1772458915154_16.jpg)
断续焊缝的焊缝符号标注:
指从接头一回赴另一头非持续开展的焊缝,是断续焊缝。断续焊缝不长,焊缝彼此间存在一定间距。具有两种类别的断续角焊缝,是并列断续角焊缝与交错断续角焊缝。由一系列在两侧相互对称布局、长度大致等同的断续角焊缝构建而成的,是并列断续角焊缝。由一个系列在两侧相互交错布局、长度大致等同的断续角焊缝构建而成的,是交错断续角焊缝。有关断续焊缝及符号的标注,呈现于下图。
![图片[13]-角焊缝知识大全-铆焊老刘铆工焊工笔记](/wp-content/uploads/2026/03/1772458915154_17.jpg)
七、焊脚尺寸的基本概念与重要性
把焊脚尺寸说成是角焊缝横截面里最大等腰直角三角形直角边的长度,它可是表征焊缝截面几何特征的关键参数。这尺寸是从焊缝根角也就是根部结合点到焊缝外边即焊趾的垂直距离,它能直接对焊缝的承载能力以及结构完整性产生影响。
焊脚尺寸的选择至关重要:
1. 最小焊脚尺寸限制
为保证角焊缝的最小承载能力并防止冷却过快产生裂纹,需满足:
计算公式是,Hfmin等于1.5乘以t1的0.5次方,其中t1指的是较厚焊件的板厚。
实际应用:通常不小于3mm,特殊情况下可适当减小
2. 最大焊脚尺寸限制
为防止过大尺寸带来的问题:
3. 尺寸选择原则
选择焊脚尺寸时,必须要满足这样的条件,即最小焊脚尺寸要小于或等于应选尺寸,同时应选尺寸要小于或等于最大焊脚尺寸。
4. 焊脚尺寸的确定方法1) 经验计算公式
T形接头角焊缝:K=δ+2(δ为两焊件较薄者厚度)
组合焊缝:K≈1.2δ2+1.5(δ2为焊件厚度)
2) 设计原则
双侧角焊缝:焊脚尺寸应为金属板厚度的75%
不同厚度焊件:以较薄板的厚度作为参考依据
3)与板厚的关系
在机械设计的图纸里头,焊接符号当中的数值意味着各异的焊脚尺寸,其主要跟板厚存在关联,比如说两块板开展焊接之后,有焊脚最小为6mm的这种标注。
八、关于焊角尺寸测量方法作出详细解说,1. 针对常用测量工具以及使用方法,所涉及的是焊缝量规。
进行角焊高度测量之际,把量规的工作面跟焊件以及焊缝紧紧贴合,让高度尺滑动着与另外一侧相接触,进而读取指示数值。
测焊缝宽度之际,将主体测量角挨着焊缝的一侧靠紧,把旋转多用尺靠着另一侧,而后读取数值。
功能包括,能够测量平面焊缝的高度,还能测量角焊的高度,也可以测量角焊缝的厚度,并且能测量咬边的深度,同时能测量焊缝的宽度,另外还能测量坡口的角度等。
卡尺与专用量具
辅助测量焊缝厚度或装配间隙,需配合焊缝量规使用。
焊接检验尺的详细应用与测量技巧指南
2.具体测量步骤
角焊缝厚度测量
在横截面内画出最大等腰直角三角形,直角边长度即为焊脚尺寸。
操作流程:
使量规主体紧紧挨着焊件,让滑动高度尺与焊点接触,读一下处于45°位置的厚度值。
平面焊缝高度测量
调零咬边尺并固定,滑动高度尺接触焊点,直接读取高度值。
焊缝咬边深度测量
调零高度尺后,用咬边尺测量凹陷处深度,避免视觉误差。
3. 注意事项与常见问题
精度控制
保持量具与焊缝平行,避免晃动;读数时视线垂直刻度线。
测量前检查量具是否损坏,确保测量面平整。
特殊工况处理
表面不平整:选择焊缝均匀段测量,避开凹凸区域。
设计方面尺寸出现不符,要对规范进行核对,规范比如GB 50661或者AWS D1.1,以此来确认是不是要有返修的情况。
常见错误
未调零导致数据偏差;测量角度非45°影响厚度结果。
九、角焊缝小结
角焊缝,是焊接接头的五种形式当中的一种,主要是用来连接两直交或者近直交的金属构件的,其几何特征涵盖焊脚尺寸、焊缝厚度等核心参数,借助成形系数与熔合比来控制质量指标。按照横截面形态能够分为凸形和凹形这两类,常常应用于T形接头、角接接头等非重要结构。焊接电流与电弧电压的调整会直接对角焊缝的焊脚尺寸以及焊缝厚度产生影响,需要依据工程标准来进行工艺参数选择。










