
我们晓得焊缝主要存有对接焊缝、角焊缝、塞焊缝等等情况。其中对接焊缝也被叫做坡口焊缝,实际上在应用中称坡口焊缝更具合理性。它是应用最为广泛的焊缝形式。知晓焊缝的坡口形式是焊接基础里的基本要求技能之一,是焊接人员日常工作得以开展的基础。
一、坡口定义及作用
首先我们了解一下什么是坡口?开坡口目的是什么?
坡口是这样一种情况,焊接之前呢,要把工件的待焊端部加工成特定形状,然后组对装配,之后形成的具备一定几何形状的沟槽,就被称作坡口。
其目的在于,通过开坡口,来确保焊缝根部得以焊透,让焊接热源能够深入到接头根部之地,进而保障接头质量,与此同时,对焊缝成分以及性能予以调整,改善结晶的相应条件,以此提高接头性能。
坡口的加工方法:机加工、气割(不重要工件)。
二、焊缝坡口的基本形式
基本形式存在于坡口焊缝之中的有,称为I形坡口的(也就是不开坡口的那种),还有V形坡口,以及X形坡口,另外还有U形坡口,可见于下面这图。其余种类类型的坡口能够在那些基本的坡口形式之上发展而成。
![图片[1]-焊接坡口形式及尺寸解析「焊接基础篇」-铆焊老刘铆工焊工笔记](/wp-content/uploads/2026/03/1772507483683_0.png)
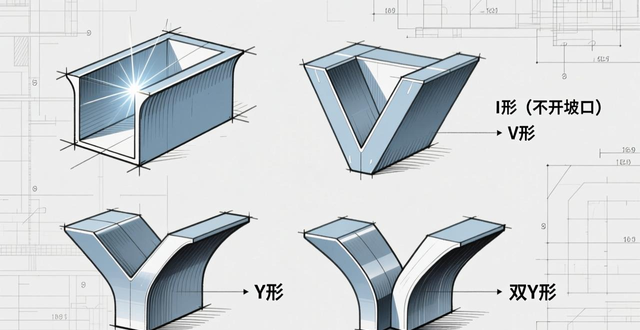
换一种细分的阐释来讲,坡口被划分成,I形(也就是不开坡口)、V形、Y形、双Y形、U形、双U形、单边V形、双单边Y形、J形等各类坡口形式。实际上它们是相同的。
坡口焊缝的基本形式
有那么一种坡口,被称作I形坡口,它专门用于薄板类的焊接工作。当运用焊条电弧焊或者气体保护焊这种焊接方式,去焊接厚度在6毫米以下的钢板之时,能够开出I形坡口,也就是不用进行坡口处理。要是采用埋弧焊这种方式的话,对于这一厚度,一般情况下是可以放宽到12至14毫米的。I形坡口所导致的焊缝填充金属相对而言是比较少的。
2)V形坡口,它的坡口形状较为简单,其加工起来比较方便,它属于最常用的坡口形式。在焊接的时候是进行单面焊,不需要翻转焊件。然而因为是单面焊,焊后容易朝着一个方向产生变形,需要采取反变形措施。
3)X形坡口:当板厚处于12至60毫米这个范围时,能够采用X形坡口。X形坡口跟V形坡口相比较而言,在厚度相同的状况下,大概能够减少焊缝金属量的二分之一,不过它需要进行双面焊接,还需要翻转,当然鉴于双面焊,焊后变形相对较小。
4)U形坡口:U形坡口用于厚板焊接,当焊件厚度一样时,U形坡口的焊缝填充金属比V形、X形坡口少很多,并且焊件产生的变形也小,U形坡口加工较难,一般用于重要焊接结构,U形坡口又能分为带钝边U形坡口、带钝边J形坡口(单边U形坡口)、带钝边双U形坡口等,钝边的作用是防止根部焊穿。
三、坡口的几何尺寸
![图片[2]-焊接坡口形式及尺寸解析「焊接基础篇」-铆焊老刘铆工焊工笔记](/wp-content/uploads/2026/03/1772507483683_1.png)
需清晰表述出坡口的几何尺寸,首先得明白以下这些基本概念,(特别要留意:坡口角度、钝边、根部间隙、根部半径,得当作基本记忆随时能够运用)。
1)坡口面: 待焊件上的坡口表面叫坡口面。
2)坡口角度两坡口面之间的夹角称为坡口角度,用符号α表示。
3)坡口面角度:待加工坡口的端面跟坡口面当中存在的那种夹角是被称作坡口面角度哎,这个坡口面角用β这个符号去代表。当开启双面对称坡口的状况时,这儿的坡口角度等于两倍的那个坡口面角度喲。处于开启单面坡口的情形下,坡口角度等于坡口面角度。
4)根部间隙:焊前于接头根部之间所预留的空隙被称作根部间隙,此间隙一方面利于装配,另一方面是为确保根部焊透,根部间隙亦称装配间隙,根部间隙以符号b来表示。
4))钝边:焊件开坡口之际,沿着焊件接头坡口根部那个端面直边部分称作钝边。钝边所具备的作用是防止焊缝根部出现焊穿情况。钝边究竟留多少,会因焊接方法还有所采取的工艺不一样而有所区别。钝边是用符号p来表示的。
5)根部半径,是在J形、U形坡口底部的圆角半径被称作根部半径。根部半径是用符号R来表示的。根部半径所起到的作用,是增大坡口根部的空间,这能让焊条或焊丝鉴于焊嘴尺寸的影响而得以伸向根部的空间,进而促使根部实现焊透。
四、总结
![图片[3]-焊接坡口形式及尺寸解析「焊接基础篇」-铆焊老刘铆工焊工笔记](/wp-content/uploads/2026/03/1772507483683_3.png)
好了,经由上述,我们大体上知晓了坡口关联尺寸的本质概念,接下来,我们针对下图的几个实例予以剖析。
坡口相关尺寸
(a)I形坡口:只体现装配间隙,装配间隙2 mm;
(b)V形坡口,其坡口角度为60°,钝边是2mm ,根部间隙为2mm。
编号为(c)的X形坡口啊,其坡口角度是60°,其中钝边的尺寸为2 mm ,并且根部间隙的尺寸是2 mm。
首先是(d)以及(e)的U形坡口,其存在特定的参数 ,坡口面角度是10° ,根部半径为5 mm ,钝边是2 mm ,根源部间隙为2 mm。
基于上述情况,我们大体上对于坡口的基础形式,以及其几何尺寸,已然有了更进一步的知晓与领会,然后结合日常所从事的工作,更妥善地将其运用到实际工作当中。










