
焊接坡口标准课程大纲,其中包含焊接坡口标准,有坡口分类,其涉及设计要求,还有加工方法,包括定义与重要性,像V型、X型、K型、U型,有角度、深度、形状,加工方法有机械加工、氧焰切割、等离子切割,什么是焊缝坡口,它连接两块金属,关乎熔合性能、焊接强度,焊缝坡口是指在金属材料连接处,为了保证焊缝坡口的形状、角度、深度等因素合理的焊缝坡口设计,能够提高焊接接头的强度和可靠性,确保焊接结构的安全性,进而获得良好的焊接质量,会对连接部位影响焊接熔池的形成和金属的熔合,这是对连接部位进行的一种特殊处理,这就是焊缝坡口的定义。
焊接接头的形状以及尺寸方面,焊接坡口,它乃是连接两块金属材料的区域,借助焊接能让材料连接在一起,坡口是在焊缝接头处,为了可以使熔化金属更易于填充从而形成的形状,其形状以及尺寸依据材料的厚度和焊接方法来定,焊缝坡口有着重要性。
合理的坡口设计,能够使焊缝金属充分,其形状和尺寸直接影响焊缝成形、熔合,进而增强焊缝强度,提升焊接质量,确保焊缝均匀一致,避免焊接缺陷,还能提高焊接效率,减少焊接时间,降低焊接成本,提升焊接质量可提高焊缝强度和抗裂性能,焊缝坡口存在分类。
2.型坡口之中,V型坡口是最常见的坡口类型,它适用于各种较厚材料的焊接,能有效地减少焊接变形,这与焊接工艺和材料有关。K型坡口、U型坡口用于焊接薄板或管材,可提高焊接强度和密封性,能有效地减少焊接应力,适用于焊接厚板或大型结构。V型坡口是最常见的焊缝坡口形式之一,它呈“V”字形,两侧斜面相互倾斜,形成一个尖角,通常用于对接焊缝,比如将两块金属板连接在一起。
![图片[1]-焊接坡口标准课件-铆焊老刘铆工焊工笔记](/wp-content/uploads/2026/02/1771559631876_0.png)
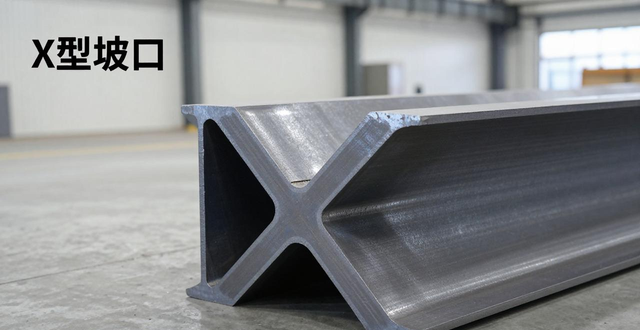
适用于较厚钢板的2.2XX型坡口,是由两个相互交叉的V型坡口形成的,这种坡口能让焊缝金属较好地融合,进而提高焊接质量,X型坡口常用于对接接头,且可采用单面或双面焊接的型坡口。
2.3K 型坡口特点是应用 KK 型坡口,它也被称作单边坡口,其广泛应用之处在于它只需在一边开坡口,能节省时间和材料,K 型坡口适用于焊接接头尺寸较小的薄板焊接,像薄板容器、管道等薄板。
2.4UU型坡口常常被应用于较厚金属板材的焊接工作当中,能够切实有效地增添焊缝的强度以及耐腐蚀性,U型坡口一般是用于对接焊缝的,不过它也能够用于角焊缝,焊缝坡口存在设计要求。
3. 坡口角度,是所提及的,焊缝两侧坡口面与被焊工件表面之间形成的夹角;坡口深度,是所指的,焊缝两侧坡口面之间的距离;坡口形状,是描述性的,焊缝两侧坡口面呈现出的形状,还有坡口角度。
3.14530型坡口有着V U以及常见的坡口角度为45°这类情况,它适合大多数较小的坡口角度,像30°这样的,适用于厚焊接场景板焊接,60型坡口有着X更大的坡口角度,比如60°,用于特殊的焊接需求坡口深度。
![图片[2]-焊接坡口标准课件-铆焊老刘铆工焊工笔记](/wp-content/uploads/2026/02/1771559631876_1.png)
3.2坡口深度存在影响因素,若过深,会致使焊接熔合不良,进而使焊缝质量下降;若过浅,会造成焊接强度不足,还容易产生裂纹,此外还有坡口形状。
3.3V型、X型、K型、U型焊接坡口形状,决定焊缝的强度与美观度,常见形状有V型、X型、K型、U型,焊缝坡口加工方法有机械加工,使用铣床、刨床、车床等机械设备对焊缝坡口进行加工;有氧焰切割,利用氧气和乙炔火焰对焊缝坡口进行切割;还有等离子切割,用等离子弧对焊缝坡口进行切割等,机械加工精度高、效率高,但成本较高,氧焰切割成本低、 操作方便,但切割精度较低,等离子切割切割速度快、精度高,但设备成本较高,机械加工。
4.1,铣床锯床运用铣床开展坡口加工,能够获取精确、适用于切割较大尺寸工件的效果,并且能够依据需要对坡口尺寸进行调整,根的坡口形状和尺寸,磨床用以精加工坡口,以此提升表面光洁度,进而减少焊接缺陷,氧焰切割。
高温火焰氧化反应,在4.2的条件下进行,使用氧气跟可燃气体混合燃烧,氧气会与金属发生氧化反应,进而产生高温火焰,该火焰能把金属材料加成氧化物,让金属熔化,且被吹热至熔点,从而形成切割缝,其速度快、效率高,氧焰切割是一种速度快且效率高的切割方法,适用于切割较厚的钢板,还有等离子切割。
4.3高温等离子精确切割,高效又快捷,它采用高温等离子弧来熔化,具备可以达成精准型切割形状的特点,其速度快、效率高高,能够对金属材料和尺寸进行切割,适用于复杂结构的焊接坡口,可节省焊接坡口加工时间,对于焊缝坡口有视觉检查、尺寸检查、渗透检查等检验标准,检查焊缝外观,查看有无裂纹、气孔、夹渣等缺陷,测量焊缝尺寸,涵盖坡口角度、深度、宽度等方面,通过利用渗透剂检查焊缝表面的微小裂纹,确保符合设计要求的同时,还要提高检测的精度,进行视觉检查。
![图片[3]-焊接坡口标准课件-铆焊老刘铆工焊工笔记](/wp-content/uploads/2026/02/1771559631876_2.png)
焊接过程中,可能出现像裂缝这样的缺陷,还有咬边,即气焊缝边缘未完全熔合形成的凹陷,以及气孔,也就是影响焊接过程中气体未完全排出而形成的小孔、夹渣等,通过视觉检查能够初步判断,不过这些会影响焊接强度,尺寸检查对于焊接强度和外观质量也有影响。
5.2 坡口尺寸间隙 12,要保证坡口宽度、深度以及角度,符合设计要求怎样去检查,检查焊缝两侧工件之间间隙是否符合标准,对接面平整度 3 呢,还要确保焊缝两侧的对接面实现平整,防止焊缝产生缺陷,进行渗透检查。
5.3运用渗透液来检测焊缝,看其是否存在裂纹,或者看渗透液能否渗入焊缝的微小缺陷,并且在其他缺陷的表面形成可见的指示,渗透检查要在严格的控制条件下开展,还要使用专业的设备和材料,案例分析焊接坡口设计1案例分析,去了解焊接坡口的设计原理以及关键参数,焊接工艺选择2依据不同材料和焊接条件,挑选合适的焊接工艺与参数,缺陷分析3借助案例,剖析常见的焊接缺陷类型,学习相应的预防以及修复措施,常见问题及解决方案,坡口尺寸不准确,坡口形状不规则,使用精密测量工具,并且确保加工,选择合适的加工方法,依据实际情况予以调整,坡口表面粗糙,坡口边缘出现裂纹,采用合适的加工刀具和速度,控制加工热量,防止过热或过冷,及时进行裂纹修复,本课程小结,焊缝坡口,坡口分类12,焊接坡口是焊接的关键要素之一,依据不同的焊接工艺和材料,需要选取合适的坡口类型和尺寸,设计要求加工方法34,坡口的设计要符合规范,按照实际情况进行调整,坡口的加工方法要保证精度和效率,挑选合适的设备和工具,重点回顾焊缝坡口定义,坡口分类,坡口设计要求,焊缝坡口是为焊接接头准备的坡口,焊缝坡口可分为V型、X型、K型、U型,坡口角度、深度、形状应符合标准要求,保障焊接质量,考试与测试。
先是以笔试、口试或者实践操作的形式来进行评估,7.2通过者会得到相关证书,用以证明其对于焊接坡口标准的理解与掌握状况,考试结果会反馈给学员,以助力其了解自身学习情况并改进不足之处。










