

焊接工人的指南:焊缝质量的黄金法则与等级划分详解

首先,焊接工艺卓越性所依赖的东西,是严格的、把材料选择、焊工资质、无损检测以及表面处理等多个重要环节涵盖在内的焊缝质量标准。焊缝的基本要求有外观要平整,不能有明显气孔和咬边,并且要确保成品保护以及隐蔽验收方面的质量控制。尤其要关注尺寸精度、裂纹预防以及气孔控制,每一步都得留点详实的质量记录,像焊接材料证明和焊工证书这样的。
焊缝等级划分,按结构显著程度区分,有一、二、三级之别,一级焊缝属最高层级,对任一缺陷绝不容忍,要开展彻底的100%超声波检测(达测程Ⅱ+级标准),至于二级焊缝,抽检比例规定需超20%(起码Ⅲ+级起始标度),而那种全焊透的三级焊缝便能够依实际情形考量是否免检。焊接球节点网架、螺栓球节点以及箱形构件这样的,得遵照国家规范JG/T203 – 2007的严苛法则,射线探伤要契合(AB级)的国际规定。
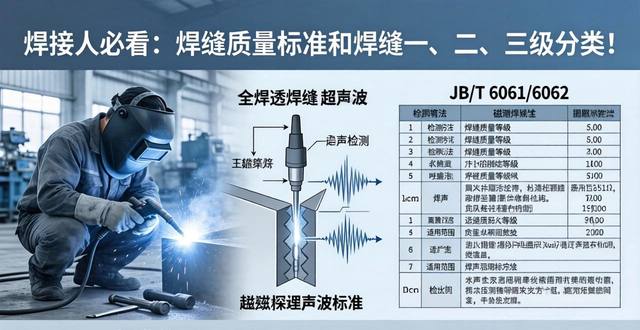
在怀疑有裂纹、符合设计规定或者有必要的情况下,会进行表面检测,磁粉或渗透探伤需遵循JB/T 6061/6062。全焊透的一级和二级焊缝,超声波或射线检测标准需参照或。对于焊接球节点等特殊结构而言,JG/T203 – 2007和JGJ81给出了详细的分级指南。一、二级焊缝的探伤比例以及质量等级划分,在表中被清晰列出,工厂焊缝的检测标准至少要覆盖200mm,而现场焊缝是依据实际数量来进行的。
在进行钢结构设计规范时,针对不同承载状况下,对于焊缝质量的要求是更为精细的,举例来说,GBJ17把焊缝质量划分成了三个等级,超声波探伤因为其所具备的灵敏度高以及适用性强的特点,常常会被当作内部质量控制的首先选择,然而JGJ81和JG/T203又针对T、K、Y型焊缝的探伤方法以及缺陷等级做出了明确的规定,T形焊缝、十字接头焊缝以及角接头焊缝的焊脚尺寸也是有着特定要求的,其允许偏差不会超过±4mm。
焊缝质量检查,不光关注外观方面的缺陷,还进一步深入至对应力集中和承载能力的评估,凭借直观的观察、精确的测量,以及渗透或者磁粉探伤等手段来开展进行。一级焊缝特别严苛,不允许像咬边这样的瑕疵出现存在。焊缝抽查的比例以及方法,会依据不同类型的焊缝以及质量等级予以灵活调整变动。











