
钣金折弯展开快速计算方法

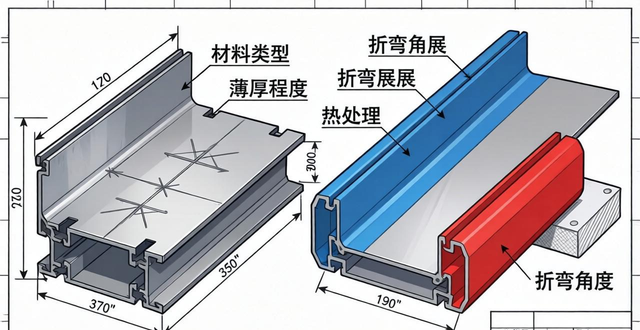
钣金进行折弯与展平的时候,原材料的一侧会出现被拉长的情况,而另一侧则会被缩短,其受到的影响因素包含:材料的具体类型,原材料的薄厚程度,材料所经过的热处理,以及生产加工时折弯的角度。
钣金折弯展开快速计算方法
展开测算基本原理:
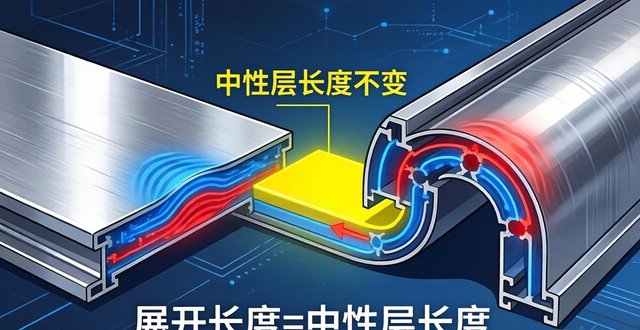
1.板材于弯曲环节里,其表层承受拉应力,里层承受压应力,从拉到压之间存在一个既不受拉应力又不受压应力的过渡层,此过渡层被称作中性层;中性层在弯曲进程中的长度与弯曲之前相同,保持着一致,所以中性层是计算弯曲件展开长度的依据,是标准。
2.存在这样的情况,中性层部位和变形程度是相关联的,当弯曲半径相对较大,且折弯视角处于比较钟头期,变形程度呈现出相对较小的状态,此时中性层部位靠近板材厚度所在的中心处;当弯曲半径缩小以及折弯视角扩大之际,变形程度会随着扩大,中性层部位会逐渐朝着弯曲中心的里侧进行挪动。中性层到板材里侧区间的距离是用λ予以表明的。
钣金零件的技术人员,会利用多种不同的优化算法来算展开状况下材料准备的具体长度,以确保最后折弯成形后零件所期望的规格。钣金材料的供应商,也会利用多种不同的优化算法来算展开状况下材料准备的具体长度,以确保最后折弯成形后零件所期望的规格。在其中常用方式就是简单的“占卦标准”,也就是根据分别经验的优化算法。一般这种标准要考虑到原材料的种类与薄厚,折弯的曲率半径和视角,数控车床的种类和伺服电机速率这些。
另一方面,电子信息技术诞生且普及化了,为更好借助计算机超强分析与计算能力,大家更多选用辅助设计设计方案手段,然而当用计算机语言仿真模拟钣金折弯或展开时,就需要一种计算方式来清晰仿真模拟此过程。虽说仅为完成一次计算,各店铺能依其原来占卦标准订制特定程序代码,但是现在绝大多数商业CAD和三维实体线造型设计系统软件已提供更通用且强大功能的解决方案。








![2025年中国钣金加工行业现状、产业链结构及发展全景研判:智能化是行业未来发展趋势[图]-铆焊老刘铆工焊工笔记](https://83ch.com/wp-content/uploads/2026/02/1771729218647_0.png)

