一、挖机大臂焊接坡口设计的核心意义
1.1 焊接质量与设备寿命的关联性
以工程机械的核心承载部件而言,挖机大臂焊接质量对设备使用寿命以及作业效率有着直接影响,能直接影响到设备的使用寿命和作业效率。据统计,工程机械故障之中,超过30%是源于焊接缺陷致使的应力集中问题。其中,坡口设计属于焊接工艺的基础环节,它直接决定了焊缝的强度,决定了焊缝的密封性,还决定了焊缝的抗疲劳性能。
1.2 坡口类型与焊接工艺的匹配关系
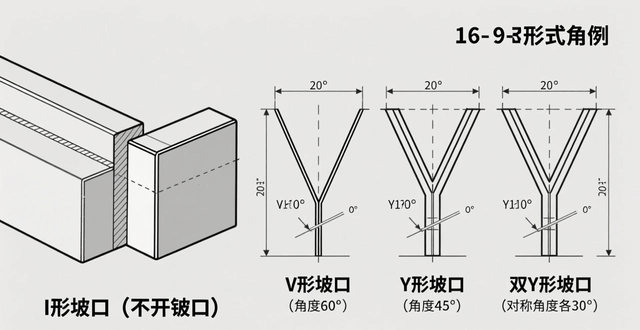
现阶段在主流范畴的坡口形式涵盖着V型坡口,这V型坡口角度处于60°一直到90°之间,还有U型坡口,其角度是30°至60°,另外有X型坡口,此坡口是双面进行加工的,以及J型坡口,该坡口为单面予以加工的。不同的这些坡口形式对应着需要匹配相应的焊接工艺参数:
V型坡口,它适用于那种厚度处于8至20毫米之间的板材,而且焊条直径是在2至4毫米的范围。
U型坡口,要配置专门的坡口机,适用于厚度在12至30毫米之间的关键位置,关键部位哦。
– X型坡口:双面焊接时需控制层间温度≤150℃
– J型坡口:单面焊接效率提升40%,但需加强背面清根处理
1.3 材料特性对坡口设计的影响
在典型的工况情况之下,用于挖掘机械的大臂常常会采用Q345B这种材料,或者是4140合金钢材料,这两种不同的材料,它们在焊接方面所具备的性能存在着非常明显且显著的差异。
– Q345B(屈服强度):建议坡口角度70°±5°
– (淬透性等级H12):需采用12mm以上坡口深度
– 4140合金钢,其抗拉强度方面,推荐采用坡口,此坡口为12至15毫米深的V型坡口。
分析材料金相组织显示,当晶粒度被控制在6级至8级的范围之内时,焊接接头的抗拉强度能够提升25%。
二、标准化坡口设计的技术规范
2.1 GB/T 985.1-最新标准解读
根据最新国标要求,大臂焊接坡口设计需满足:
– 坡口角度偏差≤±3°
-根部间隙控制范围0.5-1.5mm(根据板厚调整)
– R角半径≥3mm(防止应力集中)
– 焊前坡口清洁度达Sa2.5级(油污、铁锈、水分清除)
2.2 焊接工艺评定(WPS)关键参数
典型WPS参数示例:
|参数项|一种呈V型的坡口,(厚度为)12毫米,|另一种是U型的坡口,(厚度为)18毫米,|。
你提供的内容似乎并不是一个完整的句子呀,请你给到具体的句子以便我按照要求进行改写。
| 焊条型号 | E5015 | E6013 |
当前呈现的是,焊接电流的数值范围,其中一组为,一百六十至一百八十安培,另一组为,二百二十至二百五十安培。
焊速,有18至22厘米每分钟的情况,也有12至16厘米每分钟的情形。
| 层间温度 | ≤120℃ | ≤100℃ |

呈现有焊接环境一项,其中空气要求为风速小于或等于5米每秒,且处于恒温状态,温度为25摄氏度上下浮动2摄氏度之规定状况,并且有标点符号。
2.3 疲劳寿命计算模型
基于Miner线性损伤理论,大臂焊缝疲劳寿命计算公式:
N = (σ_a / σ_{-1})^m * 10^6
里面呢,σ-a之为应力幅值,那σ-1呢是材料疲劳极限(Q345B选取),m取值在3至5之间(依据焊缝质量变动调),是不是啊?
三、典型坡口缺陷与解决方案
3.1 常见焊接缺陷分析
– 未熔合:多因坡口角度过小(
– 未焊透:根部间隙过大(>2mm)或熔池保护不足
– 夹渣:焊条烘干不足(温度≤350℃)或气体流量不达标
– 晶间裂纹:材料淬透性不足或预热温度偏低(
3.2 预防措施与改进方案
| 缺陷类型 | 预防措施 | 改进方案 |
有一种情况是为 未熔合 ,其坡口角度要大于或者等于 65° ,电流需要提升 20% ,而且此情形下要采用激光焊接辅助穿透。
具有未焊透情况,根部间隙被控制在0.8至1.2毫米之间,要增加焊前坡口预热,使其达到150℃。
存在夹渣,焊条烘干所需时间要大于或等于两小时,将其改用为CO2气体保护且流量为十八至二十二升每分钟。
存在晶间裂纹,材料预热要达到大于或等于一百二十摄氏度,层间温度需小于或等于一百八十摄氏度,并且添加焊后消氢处理,处理温度为二百二十摄氏度,时长为两小时。
3.3 智能化检测技术应用
基于相控阵超声(PAUT)的缺陷检测系统显示:
– 检测精度达φ0.5mm
– 检测速度提升至3m/min
– 可识别100%的根部未熔合缺陷
– 缺陷定位误差≤0.2mm
4.1 数控坡口机加工参数
典型数控机床加工参数:
– 刀具直径:Φ12mm(粗加工)→Φ6mm(精加工)
– 切削速度:粗加工60m/min→精加工120m/min
– 进给量:粗加工0.3mm/z→精加工0.1mm/z
– 冷却液压力:15-20MPa(推荐采用高压冷却系统)
4.2 刀具磨损监测与维护
关键刀具寿命指标:
– 粗加工刀具寿命:8-12小时(断屑槽深度0.8mm)
– 精加工刀具寿命:15-20小时(涂层类型:TiAlN)
刀具磨损阈值为,后刀面磨损量小于或等于0.2毫米,或者切削力下降百分之三十。
4.3 加工质量检测标准
坡口尺寸检测要求:
– 坡口角度:实测值偏差≤±2°
– 根部间隙:激光测量≤1.2mm
– R角圆滑度:半径偏差≤±0.5mm
– 表面粗糙度:Ra≤3.2μm(需抛光处理)
5.1 焊接变形控制技术
采用反变形法控制变形量:
– 焊接前预留变形量:1.2×板厚(mm)
– 分段焊接顺序:从中间向两端对称施焊
– 热影响区控制:层间温度≤200℃
5.2 焊接残余应力计算
基于弹塑性理论,残余应力计算公式:
σ_x = Eα(ΔT)/h
其中,E是被称作弹性模量的量,α是热膨胀系数,其值为1.2×10^-5/℃,ΔT是温度变化量,单位是℃,h是板厚,单位为mm。
5.3 焊后热处理规范
典型热处理工艺:
存在一种类别,有着特定的温度范围界限,此界限以摄氏度为单位,还有保温所持续的时间长度,该长度以小时作为衡量单位,另外还有冷却所采用的方式。
这段内容似乎并不是一个完整可改写的句子呀,请提供具体的语句以便我按照要求进行改写。
| 正火处理 | 850-870 | 1.5 | 空冷 |
| 回火处理 | 550-580 | 2.0 | 空冷 |
| 消氢处理 | 220-240 | 2.0 | 空冷 |
6.1 材料利用率提升方案
– 传统工艺:材料利用率72%
– 年节约成本:单台设备年节约钢材18吨
6.2 能耗成本对比分析
不同焊接方式的能耗对比:
一种方式,有着特定数值的焊接电流,此电流以安培为单位来衡量,还有电耗,该电耗以每千克多少千瓦时来计量,另外存在烟尘排放,这烟尘排放是以每千克多少克来表示。
请你明确一下需求哦,比如对这段内容进行润色、扩写之类的,目前不太清楚具体要怎么改写这组数据相关的内容呢。
带有二氧化碳气体保护,位于一百六十至二百的范围,有着零点七二的数值,还有零点五的数值。
针对激光焊接,其数值范围在120至150之间,具体有0.45这个数值,还有0.2这个数值。
6.3 设备投资回报分析
典型设备投资与回报周期:
具有区别的设备类别,起始投入的资金数额(以万元计),每年所需进行维护的成本金额(以万元计),收回投资所需要耗费的时间期限(以年计)。
很难按照你的要求对这段内容进行改写,因为它看起来只是一些分隔线相关的符号,没有实际语义可供改写。请提供有实际意义的句子以便我进行操作。
设有数控坡口机,其数值分别为85至120,还有8至12,以及5.5至7.2。
有一个名为激光焊接系统的东西,其数值范围是280到350,还有一个数值范围是15至20,另外还有一个数值范围是8.0到10.5。
该智能检测系统,其数值范围为45至65,数量范围是3到5,数值区间在3.5至4.8。
七、未来技术发展趋势
7.1 数字孪生技术应用
– 模拟精度达95%以上
– 可预测焊接变形量(误差≤3mm)
– 支持实时参数调整(响应时间≤0.5s)
7.2 自适应坡口加工技术
新型自适应加工系统特点:
– 精度控制:±0.1°(角度)→±0.05°
– 加工效率:提升40%(达3m/min)
– 自适应补偿:实时调整刀具路径(补偿精度0.02mm)
7.3 3D打印辅助工艺
增材制造与焊接结合案例:
– 焊接残余应力降低60%
– 接头疲劳寿命提升35%
– 单件加工时间缩短50%
挖机大臂焊接坡口设计的核心意义
二手原版挖掘机转让于北京:个人一手资源直接提供,急切售卖,价格低廉,包含过户全流程指引,斗山挖机在成都的售后服务完整攻略!维修电话以及故障处理,还有保养秘籍(附注24小时紧急通道)
对比神钢不同型号挖掘机能得到全:15款热门类型的参数,还会有选购途径的指南,其中附带着避坑小贴士,关于小松360挖掘机有着相关评测报告,描述的是性能参数,阐述的是优点缺点以及适用场景的深度。
小松60型挖掘机租赁的价位是多少,最新的报价怎么样,租赁的流程是怎样的,保养的技巧有哪些,还附带服务区域信息。挖掘机的液压系统压力不够是怎么回事儿?存在5大方面的原因,也有实际操作的排查指南,还附带维修成本的参考信息。
三一与柳工装载机推荐,是这性能对比以及选购指南,挖机大臂焊接坡口设计有着核心意义,240挖掘机臂长参数有深邃程度,臂展12米适合哪些工况,还附上选购避坑指南。