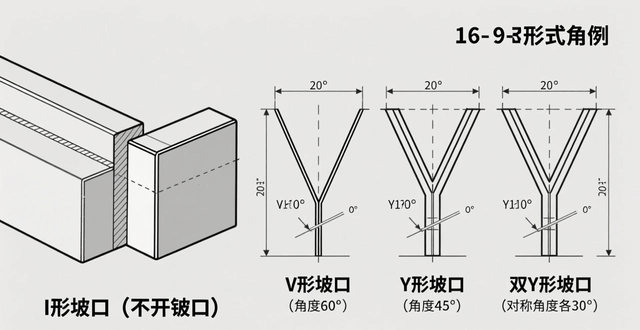

依据设计以及工艺的需求,焊件的待焊区域会被加工,并且装配成具有一定几何形状的沟槽,这便是坡口,借此保证焊缝厚度能够满足技术条件。坡口存在多种形状,像I型形状,V形形状,Y形形状,U形形状以及J形形状,K形形状,X形形状等情况,其还存在带钝边或者不带钝边的情形,以及单边坡口和双边坡口等状态。一、坡面角,它指的是焊件表面垂直面与坡口面之间的夹角,此夹角被称作坡面角度,用β来表示。二、坡口角,即两坡口面之间的夹角,被叫做坡口角度,用α表示,坡口角大能够利于焊工操作以及接头焊透。三、坡口深度,其为焊件表面至坡口底部的距离,用H表示。四、根部间隙,它是在焊接接头之间预留的空隙,用b表示,其存在更可保证根部熔透。五、钝边,是焊件在开坡口时,沿焊件厚度方向未开坡口的端面部分,用p表示,钝边作用是防止焊缝根部焊漏。六、圆弧半径,对于U形和J形坡口,破口底部采用圆弧过渡,其作用是增大坡口根部空间,使焊条或焊丝能伸入到坡口根部,促使根部熔合良好。依焊件的结构形式不同,依焊件的板厚不同,依焊接方法不同,依焊件材料不同,焊接坡口的加工方法会有所不同,常用的坡口加工方法有剪切,有铣边,有刨削,有在用到车削,还有热切割其中又包含气体火焰切割,血浆弧切割,还有激光切割等,另外还有气刨等。

制作坡口时,要达到设计与工艺的要求,需考虑较多因素,主要涵盖以下几个方面:其一存在这样的情况,坡口形式位置得便于焊接操作,像用气割方法开坡口之际了,最好采用自动或者半自动气割机,以此保证坡口面光滑且平整,这有利于后续的焊接工序。其二是这种情形,倘若在容器或者管道内部无法施焊,那就应在容器或管道外面开单面坡口来进行焊接;其三是这种状况,对于要求焊透的焊缝,并在保证不焊漏的前提下,要尽量减小钝边尺寸,进而减少清根量。又如一条熔透对接焊缝或者角焊缝,一侧是平焊,另一侧是仰焊,这种情况下应在平焊那一侧开较大的坡口,而仰焊那一侧开较小的坡口,目的是减小焊工的操作难度。其次,要保证焊缝能够焊透,像某些焊缝比如厚板对接焊缝、起重机工字梁盖板与腹板间的角焊缝等,设计要求是焊透焊缝,为了达成焊透的效果,就需要开坡口进行焊接;要是采用焊条电弧焊或者二氧化碳气保焊,坡口根部要留2至3mm的钝边;要是采用埋弧焊,坡口根部留3至6mm的钝边,并且配合背面清根,如此便可以实现熔透。此外,要确保焊缝厚度符合设计规定,像高层建筑箱型柱的棱角焊缝、电站钢结构柱节点板角焊缝这类特定焊缝,鉴于受力需求,需开设坡口,以此让焊条或者焊丝能够深入接头根部施焊,进而保障焊接质量。
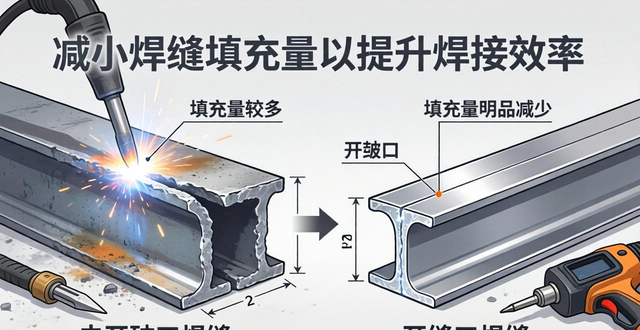
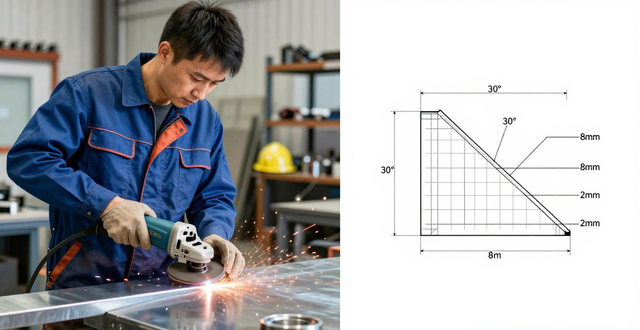
第四,要尽可能地去减小焊缝的填充量,以此来提升生产效率,对于某些受力比较大的厚板角焊缝而言,要是焊接贴角焊缝,那么焊脚尺寸会很大,并且焊缝金属的填充量也大,借助适当开坡口进行焊接,能够减少金属的填充量,还有益于减小焊接变形,提高生产效率。第五,开坡口能够调整焊缝金属的熔合比,熔合比指的是熔焊时被熔化的母材部分在焊缝金属里的比例。坡口出现改变,会致使熔合比产生变化,于碳钢、合金钢的焊接当中,能够借由加工适宜的坡口,促使熔合比发生改变,进而对焊缝金属的化学成分予以调整,以此降低裂纹的敏感性,提升接头的力学性能。第六,材料的性能对开坡口的方法起决定作用,碳素钢以及标准抗拉强度下限值小于某数值的低合金钢,既能够采用冷加工方法,又能够运用热加工方法制作坡口。抗拉强度下限大于的低合金钢、高合金钢以及耐热型低合金钢,适宜采用冷加工方式制作坡口,当坡口形式和尺寸确定好了之后,破口的加工精度对焊接质量以及经济性会产生影响,应当防止因坡口加工精度致使焊接出现缺陷。需要留意的要点是,在焊前必须清除坡口表面以及两侧20mm范围内的油污、水分、锈蚀氧化皮、其它有害杂质,如此才可焊出质量良好的接头焊缝。
广告豆包AI电脑版下载入口