
接接头、坡口以及组对一之焊接弯头的分类办法还有基本类型,其中,焊接接头的分类办法里,焊接接头是由焊缝、熔合区、热影响区以及其相邻的母材构成的,焊接接头主要起到两方面作用,一方面是连接作用,另一方面是传力作用。而焊接接头的基本类型方面,依据焊接方法的不同,焊接接头能够分为熔焊接头、压焊接头以及钎焊接头这三大类,其基本类型能够归纳为5种,也就是对接接头、T形(十字)接头、搭接接头、角接接头以及端接接头。上述五类接头的基本类型尽数适用于熔焊,一般的压焊且除了高频电阻焊之外,全都采用搭接接头,只有在个别情形下才采用对接接头;高频电阻焊一般是采用对接接头,唯有在个别状况时才采用搭接接头。钎焊连接的接头存在着多种形式,有一种分类方式把它区分为四种,那便是搭接接头,T形接头,套接接头,舌形与槽形接头。二、作为熔焊里受力相对较为理想的接头形式,熔焊接头以及坡口对接接头,为了将焊接质量予以保证,把焊接变形以及焊接材料消耗减少,要把被焊工件的边缘加工成各式各样形式的坡口,开展坡口对焊。熔焊接头的坡口依照其形状的不一样,能够划分成基本型、混合型以及特殊型这三类。基本型坡口起码含有下面这些:I形坡口,V形坡口,单边V形坡口,U形坡口,J形坡口等。特殊型坡口主要存在卷边坡口,带垫板坡口,锁边坡口,塞以及槽焊坡口等。三、有关焊接接头的选择原则呈现为,要正确且合理地去挑选焊接接头的类型,以及坡口的形状和尺寸,主要得综合考量以下若干方面:其一,设计方面的要求,这意味着要确保接头能够满足使用方面的要求。
(2)焊接之时,其难易程度与焊接以后所产生的变形情况:焊接这件事较容易达成,而变形的状况是能够加以调控的;(3)关于焊接成本一事:接头准备以及实际进行焊接所需要的费用是比较低的。
(4)其施工条件为,制造施工的单位要具备达成施工要求所需要的技术条件,以及人员条件,如果还有设备条件。四、有关管材的坡口与组对,(一)管材的坡口,1,管材的坡口,管材的坡口存在以下几种形式,分别是I形坡口 、V形坡口以及U形坡口。

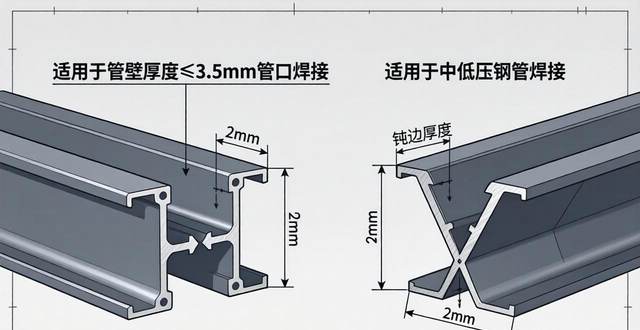
(1)工字形状的坡口,这种工字形状的坡口适用于处在管壁厚度处于3.5毫米以下状况的管口焊接,(2)形成V字形状的坡口,这种V字形状的坡口适用于中低压钢管的焊接,该坡口根部存在钝边,其钝边的厚度大概是2毫米。
(3)U形坡口。U形坡口适用于高压钢管焊接。
2、坡口的加工方法坡口的加工方法一般有以下几种:
(1)那些公称直径等于或小于50mm的低压碳素钢管,会采用手提砂轮磨坡口;而直径大于50mm的,会先用氧乙炔切割坡口,之后再用手提砂轮机打掉氧化层并且打磨平整。
(2)用车床加工坡口的有,中压碳素钢管,中低压不锈耐酸钢管还有低合金钢管以及各种高压钢管。
(3)有色金属管,用手工挫坡口。
(二)接头组对

焊前,手工清理坡口毛刺,管件坡口用光砂布打,不锈钢管焊缝两侧分别涂 100mm 长白垩粉,且用丙酮洗净油污,铬钼钢管管壁厚≥6mm 时,焊前要预热,铜、铝管用砂布打去坡口内外氧化膜,用丙酮清洗后氧乙炔预热。
(三)焊接方式
焊接的方式,不管是气焊或者电弧的焊接,依据其操作的位置不一样,其所焊接的结构形式能够划分成平焊、用于立焊、横焊以及仰焊这四种情形。钢管进行焊接时的结构形式是对接焊以及角接焊,也就是说在一个焊口中常常平、立、横、仰这四种方式都会被运用到。









