
通常情况下,钣金所涉及的大多是那种呈现折弯直角状态的钣金件,存在一部分并非直角样子的折弯钣金件,另外还有一种属于折弯大圆角型式的钣金件,也就是那种展现折圆弧状况的钣金件情况,通常所见的折弯模具一般都是90度折弯模具,那么对于圆弧钢板来讲该拿什么办法去实现钣金折弯操作过程这件事呢?
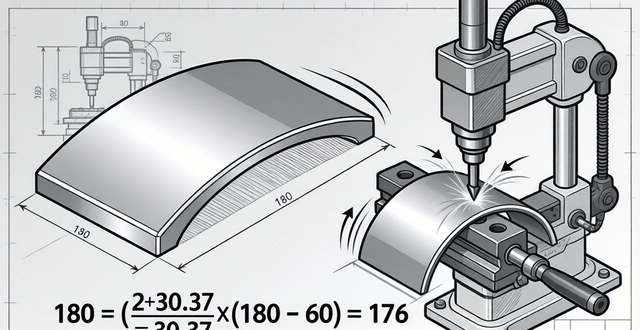
板的厚度是2毫米,折弯的角度为120度,折弯的外部半径是30,中性层半径为29,对于圆弧折弯,我们计算展开的时候取中性层的弧长,所以计算折弯的刀数以及每刀折弯的角度也是按照中性层弧长来算,中性层距离边的距离是板厚的一半。
上图中圆弧折弯要折多少刀,每刀的折弯角度多少?
如果每刀进2mm
折弯的刀数=弧长/2mm=30.37/2=15
折弯的刀数15
折弯角度

它等于一百八十减去,括号内二除以弧长再乘以括号一百八十减去折弯角度所得的乘积,即等于一百八十减去,括号内二除以三十点三七再乘以六十的结果,最终等于一百七十六。
每刀折弯角度176度
如果折弯操作的时候没法量弧长也可以按照下面公式计算
弯折的角度等于一百八十减去,括号内二除以三点一四乘以中性层半径的结果,再乘以一百八十,即等于一百八十减去,括号内二除以三点一四乘以二十九的结果,再乘以一百八十,最终得出结果为一百七十六。

如果每刀进3mm就把上面公式里的2换成3
固然上面所提及的公式属于理论上的计算公式,然而在实际进行加工的过程当中,会按照依据上面公式计算而得出的结果去实施调整。
此番方法得归功于现代数控技术的进展,当下通常数控折弯机具备折弯圆弧的性能。运用普通折90度的模具,借助程序操控,一次次一刀一刀来,以小角度达成大圆弧加工。大圆弧的弧长相对较长,其尺寸远远超出数控折弯机的精度范围。
数控折弯机运用多次定位折弯方式,以此来达成大圆弧弧长的整体折弯操作。同样地,数控折弯机在角度控制方面已然十分精准,借助多次小角度折弯来实现大圆弧角度的折弯。讲起来,并非是很直观的那种情况,若去瞧瞧现场折弯的状况,那就会非常清晰明了了。
这种办法极为有效地处理了钣金大圆弧折弯的难题,然而也存在不足之处:依据其原理,在折弯大圆弧之际,若折弯次数较少,便会出现显著的折痕;要是折弯次数增多,那么加工效率将会降低。倘若数控折弯机的精度欠佳,折弯角度或者折弯尺寸就会产生偏差,故而需要高精度的数控折弯机。要是为了加工某些大圆弧的钣金件,那就得挑选性能优良的数控折弯机。
![图片[4]-圆弧钢板怎么进行钣金折弯-铆焊老刘铆工焊工笔记](/wp-content/uploads/2026/03/1774356644267_3.jpg)
控制神冲高精度数控折弯机电脑的,是两套伺服双向泵系统,它们分别控制Y1、Y2油缸的流量与压力,把油缸上腔的油经油泵直接打入油缸下腔,达成上模提升,油泵反转时将油缸下腔的油直接打入上腔去实现钣材折弯。折弯机上模左右的同步,由两套伺服双向泵分别操控。它不仅精度高、节能、噪音低,还更稳定可靠、用油量少,对制造大行程超高速的折弯机有利。







![2025年中国钣金加工行业现状、产业链结构及发展全景研判:智能化是行业未来发展趋势[图]-铆焊老刘铆工焊工笔记](https://83ch.com/wp-content/uploads/2026/02/1771729218647_0.png)



