本发明涉及焊接,尤其涉及不锈钢管道坡口免充氩焊接方法。
背景技术:
1、在工程领域,针对不锈钢管道,于实施免充氩正式焊接之前,首先要开展并完成坡口组对点固焊操作。传统的那种坡口点固焊方式是,在正式焊接之前,先加工好些与管道母材材质相同的板状点固块,之后再运用 tig 实芯焊丝焊办法,把板状点固块点固于坡口两侧,借此来达成坡口组对。如图1所示,点固块沿着管道圆周,在12点、9点、6点以及3点钟的位置分布,每个点固块处于坡口两侧位置,其分别与母材表面点焊最少两点,之后再实施管道坡口根部打底焊,当打底焊到点固块位置时,利用砂轮机打磨的方法去除点固焊缝,接着取出点固块,再运用砂轮机打磨的方法消除管道表面焊疤,并且采用100%液体渗透检验的方法验证管道表面有没有焊接缺陷;要是产生母材表面点固焊接缺陷,那么需要完成母材表面缺陷处理且检验合格后,才继续进行坡口内正式焊接。
2、运用板状点固块来开展不锈钢管道坡口组对办法,不但增多了不锈钢点固板块所需材料的准备以及机加的工作量,且于母材表面进行点焊之际会损害母材,同时还存在焊接表面热裂纹的风险,更是加大了管道焊接以及无损检测的工作量,从而让焊接工效有所降低。
技术实现思路
1、本发明所要解决的技术问题在于,提供一种不锈钢管道坡口免充氩焊接方法。该方法能够满足不锈钢管道借助免充氩工艺进行焊接的要求,同时还能减少焊接以及无损检测的工作量,进而提高焊接工效。并且,此方法避免了采用传统坡口组对方法时,出现伤及待焊母材的风险。
2、由本方案所提供的是一种针对不锈钢管道坡口的、能够实现免充氩进行焊接的方法,该方法涵盖了以下这些步骤:
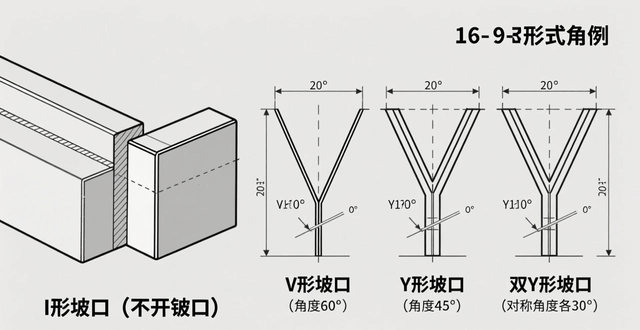
3、步骤一:待焊接的两段不锈钢管道制备单v型坡口;
4、步骤二:把要进行焊接的两段不锈钢管道的坡口开展对口操作,择取4个焊接点,把控住所述焊接点那里的间隙。
5、步骤三:运用不锈钢自保焊丝,针对4个焊接点的坡口,分别开展边缘焊接工作 ,焊接运用滴丝方法来进行堆焊 ,从坡口的两侧开始交叉堆焊接 ,一直到两侧坡口的堆焊缝实现连接 ,进而形成搭桥连接。

6、步骤四:进行管道根部坡口打底焊,当打底焊至搭桥焊缝位置时,将搭桥焊缝打磨掉,之后继续开展管道根部坡口打底焊,一直到坡口根部焊接全部结束。
7、较为理想地,所述经过坡口加工之后的角度处于30至35°这个范围,钝边的厚度处于0.5至1mm这个范围。
8、优选地,所述间隙为4.5~5.0mm。
9、首选地,在所述步骤二里头,于3点钟方向挑选出一个焊接点,在6点钟方向选出一个焊接点,在9点钟方向择取一个焊接点,在12点钟方向选取一个焊接点。
10、优选地,所述步骤三中,焊接具体包括:
11、挑选出一个焊接点,针对其坡口上边缘的一侧开展滴丝堆焊,堆焊了一段之后,再针对坡口上边缘的另外一侧实施滴丝堆焊,按从坡口两侧交叉堆焊的方式进行,一直到两侧坡口堆焊缝连接起来,从而形成搭桥连接。
12、然后对其他三个焊点采用同样的方法实现搭桥焊接。
13、较优良的是,每一段的每一侧的坡口焊接的长度,以及宽度,还有厚度,都被控制在1.5至2.5毫米的范围之内。
14、更好的选择是,所说的焊接电流处于55至60a这个范围之内,焊接电压处于11.5至12.2v这个范围之中。
15、正面ar流量25l/min,背面无ar流量。

16、优选地,所述不锈钢自保焊丝为gts f316l型焊丝。
17、较为优选的情况是,在所述搭桥连接的焊缝之处,存在着一种状况,即其凸出了坡口的外表面,凸出的尺寸范围是0.5至1.5mm。
18、把现有技术与之相比较一下,本发明所涉及的不锈钢管道坡口免充氩焊接方法,具备像下面这样的有益成效:
19、缩减坡口组对工艺,削减现场焊接、无损检测任务量,缩短工作进程,提升了焊接工效。
20、避免了,传统的那种坡口焊接组对方法,会对,待焊的母材造成伤害,避免了,传统的坡口组对方法,会给坡口外的母材带来质量方面的风险;与此同时,节省了,组对点固块的材料,达成了降本增效的目的。
技术特征:
1.不锈钢管道坡口免充氩焊接方法,其特征在于,包括以下步骤:
2.所涉及的是依据权利要求1当中所讲述的不锈钢管道坡口免充氩焊接方法,其具备这样的特性,那就是,经过加工之后的坡口的角度处于30至35°这个范围,钝边的厚度是0.5至1mm。
3.所述不锈钢管道坡口免充氩焊接方法,是依据权利要求1来阐述的,它特殊之处在于那个间隙,此间隙处于4.5至5.0mm的范围。
4.按照权利要求1所讲述的不锈钢管道坡口免充氩焊接方法,其与众不同的地方在于,在所述步骤二里面,于3钟点方向挑选出一个焊接点,在6钟点方向挑选出一个焊接点,在9钟点方向挑选出一个焊接点,在12钟点方向挑选出一个焊接点。
5.针对权利要求1所陈述的不锈钢管道坡口免于填充氩气的焊接方法来讲,其具备特征之处在于,在所述步骤三中,那个焊接具体涵盖:
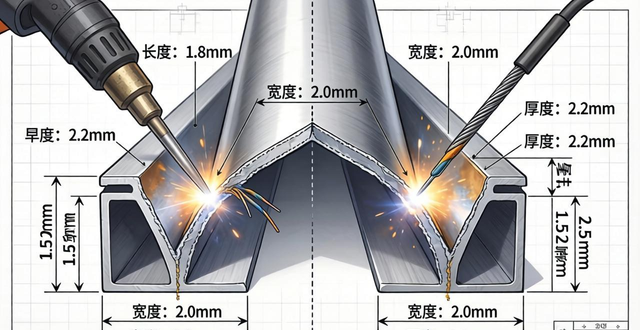
6.按照权利要求5所讲的不锈钢管道坡口免充氩焊接方法,其特别之处在于,每一段的每一侧坡口焊接的长度,以及宽度,还有厚度,都被控制在一毫米点五至二毫米点五的范围之内。
7.依据权利要求1所讲述的不锈钢管道坡口不去充氩进行焊接的那种方法,其具备的特点在于,所说的焊接电流是处于55至60a这个范围,焊接电压是处于11.5至12.2v这个范围。
8.权利要求1中所提及的不锈钢管道坡口免充氩焊接方法,其具备这样一种特征,这里所说的不锈钢自保焊丝是gts f316l型焊丝。
9.有一种不锈钢管道坡口免充氩焊接方法,它如权利要求1所讲的那样,其特别之处在于,有个叫搭桥连接的地方,在那个焊缝处,它是凸出于坡口外表面的,这个突出的尺寸范围是0.5~1.5mm。
技术总结
该发明所属技术领域为焊接技术领域,其中特别涉及一种针对不锈钢管道坡口的免充氩焊接方法。以下是所述办法,有着如下流程:针对有待焊接的两段不锈钢管道制成单V型坡口;把有待焊接的两段不锈钢管道的坡口予以对口,挑选出4个焊接点,把控位于所述焊接点处的间隙;借助不锈钢自保焊丝对4个焊接点的坡口各自开展边缘焊接,焊接运用滴丝方法堆焊,从坡口两侧交叉堆着焊接,一直到两侧坡口堆焊缝连接,形成搭桥连接;施行管道根部坡口打底焊,等打底焊至搭桥焊缝位置时,打磨除掉搭桥焊缝后接着施行管道根部坡口打底焊直至坡口根部焊接全部完毕。这项发明,能够满足不锈钢管道运用免充氩工艺进行焊接的需求。它还能将焊接、无损检测相关的工作量予以减少,进而提升焊接工效。同时亦避免了运用传统坡口组对方法时伤到待焊母材的那种风险。
有技术研发人员,分别是徐宝坪,或是晋嘉昱,或者朱家泽,还有赵兴保,以及刘桂刚,再者周佳,另外的贺钰林,包括王梦磊,再有崔甫超,加上马谷剑,还有阮彬标,以及郑德旭,还有肖冰山,最后是李华。
受保护的技术使用者:
技术研发日:
技术公布日:2024/1/15