

1、把焊接端口与焊接时出现的变形关联起来,将焊接端口与焊接时出现的变形关联起来,对焊接接头的形式以及坡口进行选用,探讨焊接时变形产生的缘由,研究焊接结构的设计以及坡口的设计,把控并矫正焊接时出现的变形,做好接头型式以及坡口的前期准备工作。首先,焊接接头存在这几种形式,接头主要涵盖对接、角接、T形接以及搭接等4种。其中,1.1所说的对接接头,就是两焊件的端面相对处在平行状态这种接头,被称作对接接头。它是在焊接结构里头被采用次数最多的一种型式。按照坡口形式不一样,能够分成I形、V形、X形、U形以及双U形等,一、焊接接头形式以及坡口选用,(a)I形坡口, (b)V形坡口, (c)X坡口, (d)U形坡口, (e)双U形坟口,1.2角接接头,两种焊件端面间形成夹角的接头,被称作角接接头。依据坡口型式存在的不同,区分成不开坡口、单边V形、V形以及K形等4种型式,(a)不开坡口。
2、 (b)单边V形的那种坡口,(c)V形状的坡口,(d)K样子的坡口。1.3T形接头,一个焊件的端面呢,与另外一个焊件的表面,构建成复角或者是近似直角的接头,这叫T形接头。它的应用范围,仅仅是仅次于对接接头。依据坡口形式的不一样,被划分成不开坡口、单边V形、K形以及双U形等4种。(a)I形的坡口,(b)单边V形的那种坡口,(c)K形状的坡口,(d)双U形的坡口。在以T形接头连接焊缝的时候,板厚要是小于3mm,那就可不开放口。3个焊件装配成“十”字形的接头,这叫十字接头。两T形接头的组合实际上就是这样的情况。某一种接头,是两焊件部分重叠构成的,其中,像这种部分重叠构成的接头,被称作搭接接头。按照结构形式以及对强度要求的不同,它又被划分成不开坡口、圆孔内塞焊以及长孔内角焊等三种。图(a)所展示的,乃是不开坡口的搭接接头,它适用于厚度在12mm以下的焊件,有的时候还能够采用双。
3、面焊接,这类接头承载能力低,被用于不重要的结构,当碰到重叠面积比较大的时候,为了确保焊接强度,可以分别选用图(b)、(c)这两种形式。2、坡口的准备,2.1坡口的定义以及作用,按照设计或者工艺要求,在焊件的待焊部位加工成具有一定几何形状和尺寸的沟槽,这就叫做坡口。其作用是:(1)让热源(电弧或者火焰)能够抵达焊缝根部,保证根部焊透。(2)便于操作以及清理焊渣。(3)调整焊缝成型系数,获取较好的焊缝成型。(4)调控基本金属跟填充金属的比例,2.2选取坡口的原则是为了获取高质量的焊接接头,要挑选恰当的坡口型式,坡口的挑选主要取决于母材厚度、焊接方法以及工艺要求,挑选时要留意以下问题:(1)尽可能削减填充金属量,(2)坡口形状易于加工。

4、(3)利于焊工进行操作以及清渣。(4)焊后应力以及变形要尽可能地小。V、U、X型坡口的比较,坡口形式比较条件为加工焊缝填充金属量 ,焊件翻转焊后变形 ,V方便 ,较多 ,不需要 ,较大 ,U复杂 ,少 ,不需要 ,小 ,X方便 ,较少 ,需要 ,较小。2.3坡口制备所采取的方式 ,依据焊件的尺寸 、形状以及加工条件来确定。有以下方法:(1)剪边:通过剪板机剪切加工 ,常常应用于I形坡口。(2)刨边:利用刨床或者刨边机加工 ,常常应用于板件加工。(3)对管子进行车削加工,是借助车床或者车管机来实施的,这种方式适用于管子的加工。有着氧一乙快火焰手工切割或者自动切割机实施加工,达成了将其切割加工成I形、V形、X形以及K形坡口的效果。碳弧气刨主要是在清理焊根的时候进行开槽操作,其效率比较高,不过劳动条件欠佳。
5、使用手工,或者借助风动工具、电动工具来进行铲削,又或者采用砂轮机(还有角向磨光机)开展磨削加工,其效率较为低下,并且多用于对焊接缺陷返修位置施行开槽。坡口处理质量对于焊接进程有着极大影响,需契合图纸抑或技术条件所需,焊接结构材料的挑选,焊接结构材料的挑选准则为,满足使用需求,挑选易于焊接的材料,针对高强度结构钢,尽可能优先予以挑选,对于重要结构应选取镇静钢,在异种钢材相互焊接时,针对较弱一方采取相应对策,多多采用锻造、压制、型材,从而减少焊缝。二、进行焊接结构设计以及坡口设计,还有焊接接头的工艺设计,关于焊缝的布置,其一般原则是,躲避应力最大的地方,焊缝要远离加工面,以对称方式布置可使变形小,焊缝布置需力求分散,要考虑得周全以方便操作。
6、 二点六尽可能平焊效力高。三坡口设计原则,三点一在设计焊缝尺寸大及其接头形式之际,首先得确定是工作焊缝还是联系焊缝。工作焊缝:跟被连接的元件是串联的,它肩负着传递全部载荷的功效,一旦断了,结构就会失效,其应力称作工作应力。联系焊缝:焊缝同被连接件是并联的,它传递很小的载荷,主要是起到元件之间相互联系的作用,焊缝一旦断了,结构不会马上失效,其应力称作联系应力。对工作焊缝而言,必须要开展焊缝强度计算;至于联系焊缝,得基于经济性考量来减小、减短焊缝;对于具备双重性的焊缝,也就是既有工作应力又存在联系应力的那种,只需计算工作应力,而不用顾及联系应力;3.2坡口的设计(1)坡口所起的作用:主要在于增大熔深,从而提高焊缝截面的有效厚度。以对接Y形坡口作为例子:
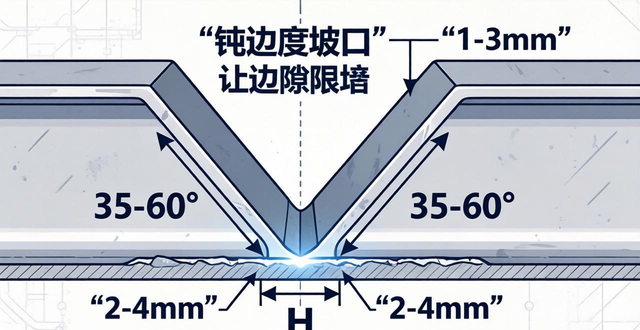
7、坡口角度是3560,若其太大,会增加加工余量、焊接成本以及变形;钝边高度p,当需要熔透时,一般是13mm;根部间隙b,为保证钝边熔透,一般是24mm,若过大则容易形成虚焊;坡口深度H,是根据需要的焊缝厚度来设定的。(2)坡口形式,对接焊缝的焊接边缘能够分为卷边、平对或者加工成V形、X形、K形以及U形等。方形对接,无间隙适合于板厚小于3mm的情况;有间隙或带垫板的对接适合于厚小于16mm的情况,其加工的经济性是最好的。单个面呈现V型时:适宜应用于板材厚度处于大约16mm的情形;两个面均为V型时:适合用在板材厚度小于32mm的状况;单个面是U型时:加工的困难程度有所提升,不过相较于单V型坡口而言能够节省焊接所用的材料;两个面都是U型时:加工难度加大,然而比双V型坡口会节省焊接材料;(3)角焊缝的坡口形式主要存在以下3种:依据受力情况。
8、是否需要焊透由情况决定:图a呈现的是不开坡口的焊缝,其加工经济性是最佳的;对于较厚的板材,能够采用图b所示的K形坡口,如此操作相较于不开坡口使用大尺寸角焊缝更具经济性,并且疲劳强度高;对于要求完全焊透的丁字接头,采用半V形坡口从一面进行焊接,焊后清根并焊满,如同图c,这比采用K形坡口施焊更为可靠。坡口设计遵循的原则如下:a.经济性原则:在满足强度要求的状况下,挑选合理的接头以及坡口,削减焊材的填充量,提升焊接效率。b.斟酌坡口加工事宜:优先去挑选利于加工的坡口,像是V形、X形这种。U形以及双U形坡口,其加工相对来讲颇具难度。c.规避焊接缺陷:运用不恰当的坡口形式极易产生焊接方面的缺陷。举例来说:坡口角度要是过大,会导致焊接热输入增多,致使工件发生变形的情况;钝边要是过高,无法实现完全熔透,残留下来的钝边就成为了缺陷源。3。
9、对接焊缝有效厚度 S 被设计成如下面这样,它是依据焊缝强度要求来设计的,同时还得考虑经济性,重要焊缝要采取等强原则,其 S 等于较薄板厚。母材厚度对应着最小焊脚尺寸,最小焊脚尺寸又考虑可操作性。焊接变形产生的原因有,复合板修补时主要是收缩变形、弯曲变形以及波浪变形。焊接变形产生的原因还有,焊接的时候,因为局部高温加热致使焊件上温度处在不均匀分布状态,最终使得在结构内部产生了焊接应力与变形。焊缝金属冷却之际,当其从液态转变为固态之时,它的体积会收缩。鉴于焊缝金属与母材紧密相连,所以,焊缝金属无法自由收缩,这会引发。
10、起整个焊件发生变形,与此同时在焊缝当中引发残余应力。(缩边)四、焊接变形的控制与矫正 1. 设计措施 设计措施 (1)合理地挑选焊缝的尺寸以及形状(如同图所示) 在确保结构具备承载力的情形之下 尽可能采用较小的焊缝尺寸 减少热输入对于材料性能所产生的影响 并使得成本降低。在条件允许的情形下,妥善选好焊缝长度以及数量,尽可能多地运用型材、冲压件;于焊缝诸多且密集的地方,能够采用铸焊联合结构,如此便能够削减焊缝数量。除此之外,适度把控。
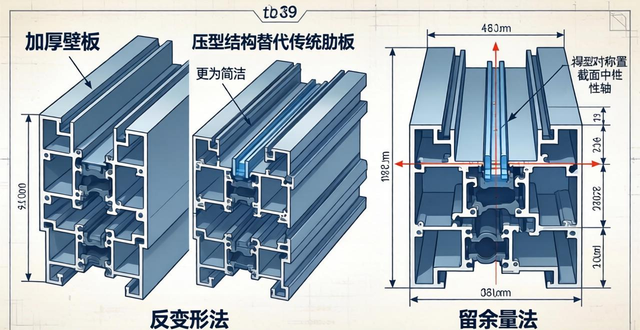
11、此外,适当增加壁板的厚度,用来减少肋板的数量,或者采用压型结构以代替肋板结构,这对于防止薄板结构出现变形是有利的,数量方面,也是如此。(3)应合理地去安排焊缝的位置,要尽可能让安排的焊缝对称处于截面中性轴,或者使焊缝靠近中性轴,这么做对于减少梁柱的挠曲变形有着优良的效果。2.工艺措施 (1)反变形法 ( 如图) (2)留余量法 在进行下料时,需把零件的实际长度或者宽度尺寸比设计尺寸适度加大,以此来补偿焊件的收缩。 留余量法主要用于防止焊件的收缩变形。(3)
12、刚性固定法,其一,把焊件置于刚性平台处并加以固定,薄板拼接之际实施这样的刚性固定;其二,将焊件组合成刚性更为强大或者形态是对称样式的结构,犹如T形梁那样进行刚性固定以及反变形;其三,借助焊接夹具来增添结构的刚性和所受拘束,对接拼板之时开展如此的刚性固定;其四,挑选得当合理的装配焊接顺序,因为装配焊接顺序对于焊接结构变形有着极大的影响。1)大型的,且复杂的焊接结构,只要条件是允许的,那就把它划分成若干个,结构简单的部件,单独去进行焊接,之后再总装成整体。正在施焊的焊缝理应尽量靠近结构截面的中性轴,主梁装配焊接,主梁装配焊接。对于焊缝非对称布置的结构而言,装配焊接的时候应先焊接焊缝少的那一侧,压力机压型上模的焊接顺序,压力机压型上模的焊接。
13、4)存在焊缝对称布置情况的那种结构,得是让偶数个焊工去对称地实施施焊操作。圆筒体对接处所涉及到的焊缝焊接顺序,圆筒体对接该处焊缝的焊接顺序 5)针对长度在 1m 以上的长焊缝实施焊接作业的时候,能够采用像下图所展示出的那种方向以及顺序来开展焊接工作,目的在于减小其在焊完之后所产生的收缩变形情况。矫正焊接后形成变形的相关措施,一,手工方法开展矫正工作,二,机械方式进行矫正工作,运用机械手段去矫正变形所依据的原理便是把缩短了的尺寸给予以拉长,使得它能够和较长的那一部分相互适配,借此恢复到原本的尺寸状态,或者是达到技术条件针对几何尺寸所作出的要求。机械矫正法致使金属材料因冷作硬化变得脆,还会产生附加应力,所以通常适用于变形小那类小型结构件。机械矫正法可矫正梁的弯曲变形,这是另一种处理焊接变形的措施。火焰加热矫正法的原理和机械矫正不一样,它借助局部加热再快速冷却,让焊件伸长的部分缩短,以此达成矫正变形的目标。火焰加热存在点状加热、线状加热以及三角形加热等方式。这种方法一般运用的是气焊炬,不需要专门的设备。操作简便易行,机动并灵活,能在大型及复杂结构之上开展矫正。矫正焊接变形的举措,有(2 2)线状加热,(2 2)线状加热,(1 1)点状加热,(1 1)点状加热,矫正焊接变形的举措,还有三角形加热,三角形加热,工字梁弯曲变形的火焰矫正,工字梁弯曲变形的火焰矫正,火焰加热矫正焊接变形取决于下述三个因素:(1)加热方式,(2)加热位置,(3)加热温度以及加热区的面积。










