
焊接坡口进行设计时,通常是于焊接操作所具备的可达性以及坡口加工所拥有的经济性这两者之间作出选择,对于GTAW而言,坡口得有充足的宽度,以便让钨极以及焊丝可以深入到坡口根部,维持较窄的间隙,致使填充金属达到最少。
GTAW所采用的坡口形式包含对接,还有搭接,以及角接,另外有端接,并且有T形接头,这跟其他焊接方法基本上是一样的。
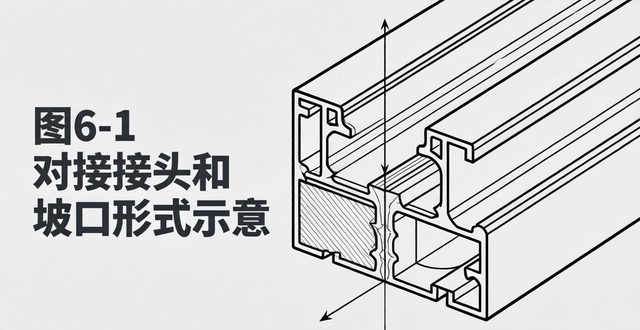
6.1.1 对接接头坡口
对接接头的坡口基本形式如图6-1所示。

图6-1 对接接头和坡口形式示意
薄板通过对接焊的方式时,能够采用填丝来进行焊接,也能够不采用填丝进行焊接;卷边接头在焊接的时候不需要填丝,能够一次完成焊接。当板的厚度处于6毫米至12毫米范围以内的时候,可以优先选择V形坡口;当板厚超过12毫米的时候,那么就应该选择X形坡口。
适用于要求完全焊透的4至10mm焊件的是单面V形坡口,不锈钢单面焊齐边坡口的最大厚度为5mm,铝的则是10mm,对于工件厚度达到13mm以上时,要考虑选用两面焊的X形坡口,目的是节省熔敷金属以及减少焊接变形。
6.1.2 T形接头及坡口
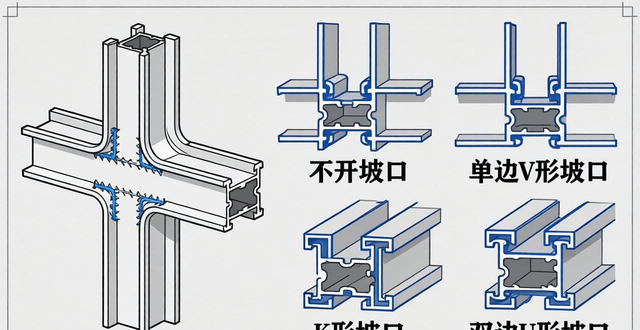
在钢结构件里头,T形接头有着较为广泛的应用,依据板厚的尺寸规格来考量,能够选择不开坡口这种形式,也能够选择单边V形坡口这种形式,还能够选择K形坡口这种形式,另外也能够选择双边U形坡口这种形式。
T形接头当作连接焊缝之际,要是钢板厚度处于2至30mm范围,能够不进行开坡口操作,进而省略了坡口加工的准备工序。当T形接头的焊缝存在承受载荷的要求之时,应当依据钢板的厚度以及结构形式,去选用V形、K形或者双边U形坡口,并且其坡口形式如同图6-2所展示的那样。
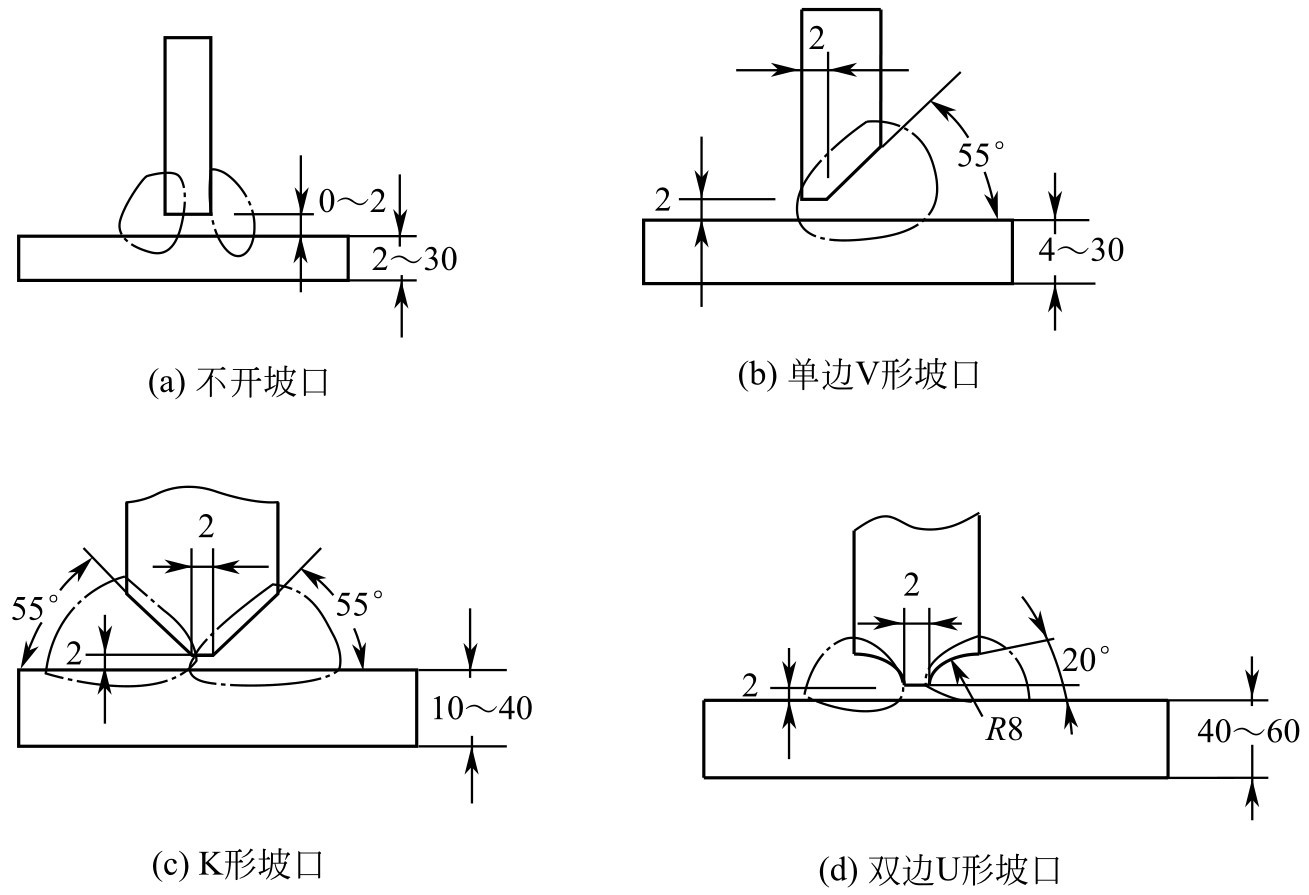
图6-2 T形接头形式示意
6.1.3 角接接头及坡口
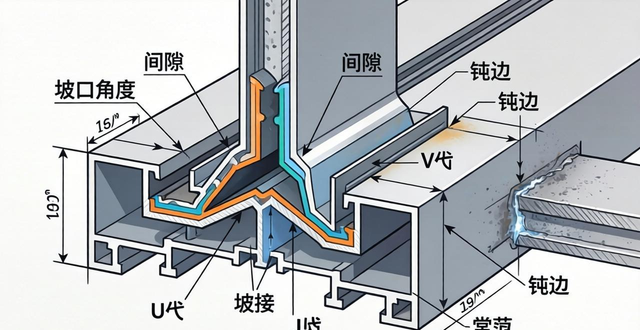
角接接头的坡口形式如图6-3所示。
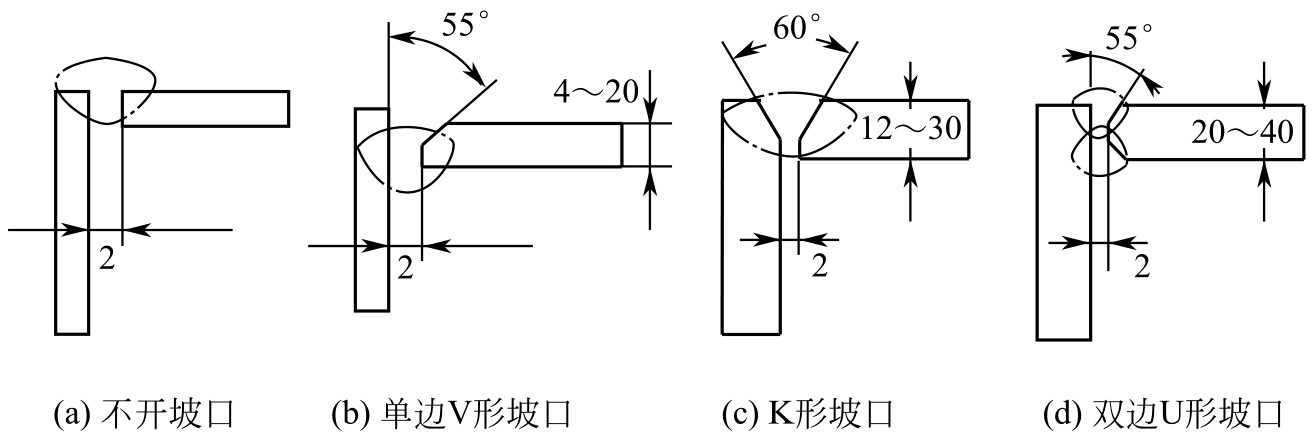
图6-3 角接接头和坡口形式示意
角接接头是那种只能被应用于不重要的焊接结构当中的接头形式,所以呢,不管它有没有开坡口,通常情况下都是很少会被选用的。










