

有一种焊接坡口形式,是此项发明所关涉的,与此同时,还有一种针对容器接管或者盲板法兰接管的焊接工艺,也是该发明所涉及的。
背景技术:
当涉及到压力容器承压之处的焊缝质量时,其要求是比较高的,手工电弧焊单面焊双面成型这种技术,虽说能够确保焊接质量,然而它对焊工技能方面提出的要求是较为高的,绝大多数的焊工没办法保证背面成型以及焊接质量,而手工钨极氩弧焊,因背面成型以及焊接质量稳定,所以成为容器打底层焊接的首选焊接工艺方法。先是,传统容器还有盲板法兰接管坡口形式为45°单v,或者是45°k形坡口,接着,其钝边以及坡口间隙尺寸要求不算高,然后,45°单v或者45°k坡口形式往往窄且深,随后,所施焊的焊道没办法采用角向磨光机打磨修理,继而,常常导致根部打底层焊道出现未焊透、未熔合或者夹渣等缺陷,最后,总体而言对焊工技能要求高,焊接质量不稳定。
技术实现要素:
本发明所要解决的第一个技术方面的问题是,提供一种容器接管或者盲板法兰接管的焊接坡口形式,这种焊接坡口形式能够便利地借助手工钨极氩弧焊去实施打底焊,进而达成单面焊双面成型,打底层焊缝的质量更为稳定。
本发明所要解决的第二个技术问题是,提供一种焊接工艺,该工艺针对容器接管或盲板法兰接管,先运用手工钨极氩弧焊开展打底焊操作,接着借助手工电弧焊以完成整个焊缝的焊接工作,并且此焊缝成型较为美观,焊纹均匀一致,焊缝质量稳定可靠,其中容器或盲板法兰所产生的变形量较小。
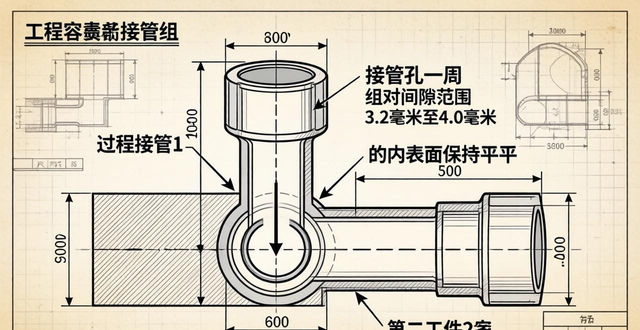
针对要去解决上述首个技术问题,本发明所具备的技术方案是这样的:存在一种针对容器接管或者盲板法兰接管的焊接坡口形式,这里面涵盖有待进行焊接操作的第一工件以及第二工件,其中,所述第一工件是接管,而所述第二工件要么是容器,要么是盲板法兰,并且,在所述第二工件之上设置有一个能够让接管便利插入的接管孔,随后,该接管插入至接管孔内,并且与第二工件保持垂直。
当第二工件壁厚小于或等于15mm时,第二工件于接管孔内表面开有j形坡口,此j形坡口含一个斜面与一个圆弧面,该斜面和接管中心线呈45°夹角,该圆弧面处在j形坡口根部,该圆弧面与斜面相切,所述圆弧面跟第二工件外表面经由一个钝边相连,该钝边与接管外壁间间隙均匀且为3.2至4mm。
当第二工件厚度处于大于15mm且小于等于30mm这个范围时,第二工件于接管孔的内表面开凿有呈j形的内坡口,此j形内坡口含有一个内斜面以及一个内圆弧面,该内斜面跟接管中心线形成45°夹角,该内圆弧面处在j形内坡口的根部位置,该内圆弧面与内斜面相切,所述第二工件接种管孔的外表面设有一个外坡口,该外坡口设有一个外斜面,该外斜面和接管中心线成45°夹角,外斜面与内圆弧面借由一个钝边进行连接,该钝边与接管外壁之间的间隙均匀并且是3.2 – 4mm。
第二工件厚度大于30mm时,第二工件在接管孔外表面开有j形外坡口,j形外坡口含一个外斜面与一个外圆弧面,外斜面与接管中心线呈45°夹角,外圆弧面处于j形外坡口根部,外圆弧面与外斜面相切;第二工件在接管孔内表面开有j形内坡口,j形内坡口含一个内斜面与一个内圆弧面,内斜面与接管中心线呈15°夹角,内圆弧面位于j形内坡口根部,内圆弧面与内斜面相切,且内圆弧面半径大于外圆弧面半径,外圆弧面与内圆弧面通过一个钝边相连,钝边与接管外壁间隙均匀且为3.2 – 4mm,钝边与第二工件外表面距离小于钝边与第二工件内表面距离。
假如存在一种被优先选用的方案,那么当第二工件的厚度处于大于15mm但小于等于30mm这个范围时,钝边的中点跟第二工件的内表面中间的距离是15mm。
在一种属于较为出色的方案情形下,当第二工件的对应厚度超过30mm这个数值的时候,钝边那处于中间位置的点跟第二工件面向外部的那个表面之间所存在的距离是15mm。
成为一种被优选出来的方案,在第二工件的厚度属于大于15mm却小于等于30mm这个范围之际,内圆弧面的半径是r8,于第二工件的厚度大于30mm之时,内圆弧面的半径为r18,外圆弧面的半径是r8。
作为一种优选的方案,所述钝边的厚度小于等于2mm。
采用了上述技术方案后,本发明呈现这样的效果:在该坡口形式之中,均存在一个呈j形的坡口,此坡口具备圆弧面,如此一来能够增大坡口形式的宽度,当选用6号瓷嘴进行手工钨极氩弧焊时,钨极尖端能够对准坡口间隙中心,并且拥有足够的摆动空间,这可以确保坡口根部与管外壁充分熔合,使得焊道熔敷金属实现单面焊双面成型,且背面焊接质量稳定。当第二工件厚度大于30mm时,手工钨极氩弧焊同样方便有足够摆动空间,此时钝边与第二工件外表面距离小于钝边与第二工件内表面距离,内坡口深度大于外坡口,这种双j形不等厚坡口形式施焊焊缝热输入量小,填充熔敷金属少,焊接应力小,第二工件表面焊接变形小,对焊工技能要求不高,普通手工氩弧焊工都能胜任。
为解决上述第一个技术问题,本发明的技术方案是:
一种容器接管或盲板法兰接管的焊接工艺,其包括以下步骤:
a、焊前准备,包括以下分步骤:
a1)选择工具:选用75°的氩弧焊炬 ,选用直径40 – 50mm2手把导线3.2 – 4m这一规格 ,选用直径2.0mm或2.4mm的铈钨极 ,铈钨极的尖端要加工成锥度35° – 45°的圆锥台形状 ,圆锥台形的小圆直径是0.8 – 1.0mm ,铈钨极相对氩弧焊炬的瓷嘴的伸出长度为6 – 8mm ,还要选用6号瓷嘴 ;选用直柄手弧焊钳 ,选用直径40 – 60mm2手把导线3.2 – 4m。
检查直流氩弧焊炬及氩气流量计的计量器具,看其是否已然标定,且处于有效期之内,检查氩气纯度,看其是否为99.99%,检查焊丝表面,看其是否清洁,检查盲板法兰、接管、焊丝理化参数的验收检查,看其是否合格。
a3)针对第二工件与接管开展划线操作,随后进行尺寸检查;于容器或者盲板法兰、接管表面,在符合设计尺寸长度的位置实施划线以及尺寸检查。
a4)对接管切割下料;
a5)对第二工件的接管孔按照上述的坡口形式加工坡口;
a6)将坡口面20mm范围内杂物清除干净,露出金属光泽;
b、将需要焊接的第二工件和接管进行组对:
c、将第二工件与接管采用点固块进行点固焊,包括以下分步骤:
明确点固焊的工艺,用于点固焊的焊丝以及工艺和正式焊是一样的,点固焊点会被打磨清理掉。

c到2)里面说,要针对那第二工件跟接管呢这样子去做,就做那个点固焊,点固焊它的位置得精准敲定了,是得选在不会把焊接操作视线给干扰到的位置才行;要是接管管径小于或者等于60.3mm 的时候,那就得对它设置1个点固块;要是接管管径大于60.但是3mm 并且小于或者等于168.3mm 的时候,那就得设置2个点固块;要是接管管径大于168.因为3mm 并且小于或者等于406.4mm 的时候,那就得设置3个点固块;要是接管管径大于406.4mm 并且小于或者等于610mm 的时候,那就得设置4个点固块;要是接管管径大于610mm 的时候,那就得设置六个以及六个以上的偶数个点固块,而且这些点固块得按照均匀的状态分布开来唷。
c3)检查点固焊的质量;
d、焊前对外界客观因素进行检查;
e、当第二工件的壁厚处于小于或者等于15mm的状况时,从内侧的j形坡口当中的一侧起始,开展手工钨极氩弧焊打底操作。
当第二工件的厚度处于大于15mm且小于等于30mm这个范围的时候,从内侧的j形内坡口的一侧起始,开展手工钨极氩弧焊打底操作。
当第二工件的厚度比30mm还要大的时候,从外侧的j形外坡口那一侧起始,开展手工钨极氩弧焊打底操作。
采用直流正接的方式进行手工钨极氩弧打底焊,处于平焊位置,运用左焊法,打底焊层要焊接2到3层,每层为一道,它涵盖了以下这些分步骤:
起弧位置,要在施焊位置之前10mm的坡口内起弧,或者于点固焊点位置之前10mm的坡口内起弧,当电弧稳定燃烧之后,再移到施焊位置,进而开始焊接。
1.e2)氩弧焊炬的瓷嘴下部支撑于第二工件的坡口面根部,2.氩弧焊炬的瓷嘴下部支撑在接管外表面上,3.手腕开展均匀圆弧运动,4.手腕带动氩弧焊炬,5.氩弧焊炬以瓷嘴支点作为顶点,6.氩弧焊炬在钨丝压帽的轴线的20° – 35°这个范围内,7.氩弧焊炬开展圆锥摆动,8.氩弧焊炬同时前进,9.氩弧焊炬还要将焊丝平稳送入,10.随着焊缝的成形,11.瓷嘴下部转而以红热的焊缝表面作为支撑,12.瓷嘴下部平稳地前移。
e3)氩弧焊炬进行平焊操作时,其运行的速度限定在了5至9厘米每分钟的范围之内,熔池的宽度处在5至10毫米的区间,氩弧焊所使用的焊丝仅仅是给进到熔池两侧的边缘位置。
根据第二工件以及接管的直径、壁厚,还有熔池大小来选用送丝方式。选用点滴断续填丝法送丝,当焊丝移出熔池后,焊丝热端不能移出气体保护区。选用连续送丝法时,要保持焊丝的端头不离开熔池,并且不间断且均匀地往熔池里送丝,氩弧焊炬沿着左焊法方向连续焊接,直至整条环形打底层焊缝接头封口,打底焊道焊接完成。
f、对剩余焊缝开展填充盖面焊接之行径,运用的是手工电弧焊方式,采用直流反接,处于平焊位置,呈线性焊道,不做摆动,每一道焊缝的宽度不超过14mm,每一道焊缝的厚度不超过3mm,要留意起弧、收弧以及焊道接头的质量状况,每一道焊接结束之后清理熔渣,借助双面对称焊予以焊接,当第二工件的壁厚小于或等于15mm时,直接从内侧面的j形坡口实施焊接,当第二工件的厚度大于15mm且小于或等于30mm时,先从打底焊缝背面的外坡口起始焊接,焊2至3层后,再从打底焊缝正面的内坡口开始焊接焊2至3层,这般反复直到完成焊缝填充盖面层的焊接,当第二工件的厚度大于30mm时,先从打底焊缝背面的内坡口开始焊接,焊2至3层,接着从打底焊缝面正面的外坡口开始焊接,焊2至3层,如此反复,直至完成焊缝填充盖面层的焊接。
g、焊接过程中对焊接的各客观因素进行检查;
h、焊后检查,包括以下分步骤;
h1)打磨清除焊缝表面裂纹、气孔、夹渣、咬边、飞溅缺陷;
h2)对焊缝进行100%外观检查;
h3)对第二工件的变形量进行检查;
接收到的焊缝情况,依据实际所需对接管焊缝展开pt检测,同时进行ut检测,还要执行mt检测,并且开展rt检测。
优选的,步骤b包括以下分步骤
在b1的情况下,要进行确认,确认的内容是,用于组对的工装卡具,以及点固块,它们跟接管的材质是相同的,或者是属于相同的组别。
将接管插入接管孔内来施行组对,接管呈垂直状态于第二工件的外表面,接管的端部跟第二工件的内表面处于平齐状况,接管的外表面与接管孔一周所形成的组对间隙是3.2mm至4.0mm。
优选的,步骤f中包括以下分步骤:
(1)起弧位置于施焊位置前文十毫米的坡口之内起弧,或者在打底层熔敷金属表面起弧,待电弧稳定燃烧之后,转移至施焊位置去开端焊接。
f2)接管中心线所在与施焊前进方向所在的平面,焊条与之这个夹角是0°到3°,施焊前进方向,焊条与之夹角是70°到85°。
采用回焊这一方式来进行收弧,回焊的长度大概是10mm,在收弧的时候要留意将弧坑填满。
采用上述技术方案后,本发明有如下效果:在该焊接工艺里,先针对第二工件的接管孔加工坡口,此坡口为手工钨极氩弧焊把送去充足空间,便于手工钨极氩弧焊之焊炬摆动,借助手工钨极氩弧焊工艺开展打底焊,能够达成焊缝单面焊双面成型,如此便无需再对打底焊缝予以打磨,然而容器接管或盲板法兰接管这类焊缝坡口操作空间狭小,呈环形,打底焊缝难以实施打磨修理,所以运用该焊接工艺可避开打磨,打底焊缝双面成型效果佳,质量上乘;待打底焊缝完成后,再借手工电弧焊方法对剩余焊缝填充盖面焊接,且依据第二工件壁厚差异挑选不同焊接顺序,这样能够有效规避第二工件表面焊接应力变形,该坡口设计与焊接工艺攻克了传统设计坡口焊缝焊接质量不稳定、对焊工技能要求高这段瓶颈,经由该坡口设计及焊接工艺所焊接的焊缝成型美好,焊纹均匀,焊缝质量稳定,焊件外表面焊接变形微小。
再者,焊条与施焊前进方向所在平面和接管中心线夹角处于0°至3°的范围,同时,焊条与施焊前进方向夹角在70°至85°之间,并且呢这种情况下借助电弧推力,能够把浮于表面的熔渣吹离熔池表面,进而有利于第二工件母材坡口面实现熔合,而且利于接管管壁母材不会因过热而烧穿为洞,还有利于熔渣远离电弧下方的那个熔池,以此避免焊缝熔敷金属出现夹渣缺陷状况的产生。
附图说明

下面结合附图和实施例对本发明进一步说明。
本发明实施例1里,存在这样一种结构剖视图,此剖视图是关于第二工件的,当该第二工件的壁厚小于或者等于15mm时,其对应的坡口结构剖视图,就是图1。
本发明实施例1的第二工件,其壁厚大于15mm且小于等于30时,图2是该工件的坡口结构剖视图。
图3,呈现的是,本发明实施例1之中,第二工件的壁厚,大于30的时候,所对应的坡口结构剖视图。
来看附图当中,存在着这样一些部分,其一为接管,其二是第二工件,其三是外坡口,外坡口这里面包括外斜面以及外圆弧面,其四是内坡口,内坡口里面又有内斜面以及内圆弧面,最后还有钝边。
具体实施方式
下面通过具体实施例对本发明作进一步的详细描述。
实施例1
如图1至图3所示,存在一种焊接坡口形式,它属于容器接管或盲板法兰接管的那种焊接坡口形式,它所涉及的其中一个,是要进行焊接的第一工件与第二工件2,这里面,第一工件是接管1,第二工件2要么是容器,要么是盲板法兰,在图1的图纸里,上侧边代表外部,下侧边代表内部,第二工件2上面设有一个接管孔,这个接管孔方便接管1插入,接管1插入到接管孔内以后,紧接着与第二工件2处于垂直状态,标点符号。
当第二工件2的壁厚处于小于等于15mm这个范围之时,第二工件2于接管孔的内表面开出了呈j形的坡口,此j形坡口含有一个斜面以及一个圆弧面,该斜面与接管1中心线所成的角度为45°,该圆弧面处在j形坡口的根部位置,该圆弧面与斜面是相切的状态,所述圆弧面和第二工件2的外表面之间借助一个钝边5进行连接,该钝边5与接管1外壁之间的间隙是均匀的且间隙值为3.2至4mm;并且,因为该j形的坡口位于内表面,也就是形成了内坡口4,那么与之对应的斜面就是内斜面41,圆弧面就是内圆弧面42。
当第二工件2的厚度处于大于15mm但小于等于30mm这个范围时,第二工件2在接管孔的内表面开设有j形的内坡口4,j形的内坡口4包含一个内斜面41跟一个内圆弧面42,内斜面41与接管1中心线构成45°夹角,内圆弧面42处在j形内坡口4的根部,内圆弧面42与内斜面41相切,第二工件2的接管孔的外表面设有一个外坡口3,外坡口3包含一个外斜面31,外斜面31与接管1中心线成45°夹角;外斜面31与内圆弧面4处之间借助一个钝边5相连,钝边5与接管1外壁之间的间隙均匀且为3.2 – 4mm。
当第二工件2的厚度大于30mm时,第二工件2在接管孔的外表面开有j形的外坡口3,该j形的外坡口3包含一个外斜面31和一个外圆弧面32,该外斜面31与接管1中心线成45°夹角,该外圆弧面32处在j形外坡口3的根部,该外圆弧面32与外斜面31相切;第二工件2在接管孔的内表面开有j形的内坡口4,该j形的内坡口4包含一个内斜面41和一个内圆弧面42,该内斜面41与接管1中心线成15°夹角,该内圆弧面42处在j形内坡口4的根部,该内圆弧面42与内斜面41相切且内圆弧面42的半径大于外圆弧面32的半径且内圆弧面42的半径大于外圆弧面32的半径,外圆弧面32与内圆弧面42之间靠一个钝边5连接,该钝边5与接管1外壁之间的间隙均匀且为3.2 – 4mm,该钝边5与第二工件2外表面之间的距离小于钝边5与第二工件2内表面之间的距离。
当中,在第二工件2的厚度呈现出大于15mm但小于等于30mm这种情况的时候,钝边5的中点跟第二工件2的内表面之间所存在的距离是15mm。
当第二工件2的厚度比30mm大时,钝边5的中点跟第二工件2的外表面之间的距离是15mm ,具体来讲,是钝边在图纸上的上下高度的中心处在第二工件2的外表面之间的距离为15mm。
当第二工件2,其厚度,大于15mm,同时小于等于30mm的时候,内圆弧面42的半径,是r8,当第二工件2的厚度,大于30mm时,内圆弧面42的半径,为r18,外圆弧面32的半径,是r8。所述钝边5的厚度,小于等于2mm。
此次所提及的该种坡口形式,当中都存在着一个呈现为j形的坡口,此坡口具备着一个圆弧面,凭借这般状况能够增大坡口形式的宽度,如此一来能够确保在选取手工钨极氩弧焊把且选用6号瓷嘴之际,钨极的尖端能够准确地对准坡口间隙的中心位置,并且拥有足够的摆动空间,进而得以保证坡口根部及其管外壁能实现充分熔合,在进行打底熔覆金属操作时能够为单面焊双面成型提供可能,使得背面焊接质量呈现稳定态势。钝边采用5这种规格的存在,能够避免坡口根部出现被焊穿的情况。当那个第二工件2的厚度比30mm大的时候,同样给予便利了、便于那手工钨极氩弧焊拥有充足的摆动空间,在这个时候,钝边5跟第二工件2外表面之间的距离比钝边5跟第二工件2内表面之间的距离小,如此一来,内坡口4的深度比外坡口3大,这种双j形不等厚坡口形式进行施焊时焊缝热输入量少,填充熔敷金属少,焊接应力小,第二工件2的表面焊接变形小,对焊工技能要求不高,普通手工氩弧焊工都能够胜任。
实施例2
一种容器接管或盲板法兰接管的焊接工艺,其包括以下步骤:
a、焊前准备,包括以下分步骤:
①选择工具之中,选取用于氩弧焊的75°炬;②选用直径40到50mm²的手把导线,长度是3.2至4m;③选用直径为2.0mm或者2.4mm的铈钨极;④铈钨极的尖端要加工成锥度处于35°至45°的圆锥台形;⑤该圆锥台形对应的小圆直径是0.8至1.0mm;⑥铈钨极相对氩弧焊炬瓷嘴的伸出长度为6至8mm;⑦选用6号瓷嘴;⑧选用直柄的手弧焊钳;⑨选用直径40到60mm²、长度为3.2至4m的手把导线。
a2)对工具进行验收检查,查看直流氩弧焊炬以及氩气流量计的计量器具有没有标定且处在有效期之间,确认氩气纯度是不是99.99%,检查焊丝表面是不是干净,对盲板法兰、接管1、焊丝理化参数的验收检查是否符合要求。
将第二工件2以及接管1予以划线,随后开展尺寸检查;于符合设计尺寸长度的容器或盲板法兰、接管1的表面之处,进行划线操作以及尺寸检查。
先对接管1进行切割下料,要确保切口端面跟盲板法兰表面的垂直度满足规定要求,还要保证切口端面与接管1轴线的垂直度符合相应要求。
a5)对第二工件2的接管孔上述的坡口形式加工坡口;
把坡口面20mm范围以内的杂物清理得干干净净,使其呈现出金属光泽,要是有必要的话,也能够使用丙酮来进行擦洗。
b、把还需要去进行焊接操作的第二工件2以及接管1开展组对:这个步骤b涵盖了以下这些分步骤。
b1) 确认,用于组对的工装卡具,以及点固块,与接管l材质一样,或者属于相同的组别。
首先,把接管1插入接管孔内来进行组对,其次,接管1是垂直于第二工件2的外表面,然后,接管1的端部要与第二工件2的内表面保持平齐,最后,接管1的外表面跟接管孔一周的组对间隙处于3.2mm至4.0mm之间。
c、将第二工件2与接管1采用点固块进行点固焊,包括以下分步骤:
c1)确定点固焊的工艺,点固焊用的焊丝及工艺与正式焊相同,点固焊点将打磨清除;
对第二工件2和接管1开展点固焊,点固焊地方不会对焊接操作视线的位置造成影响;要是接管1管径小于或等于60.3mm,那就设置1个点固块;要是接管1管径大于60.3mm并且小于或等于168.3mm,便设置2个点固块;要是接管1管径大于168.3mm并且小于或等于406.4mm,就设置3个点固块;要是接管1管径大于406.4mm并且小于或等于610mm,需设置4个点固块;要是接管1管径大于610mm,要设置六个以及六个以上的偶数个点固块,且点固块均匀分布。
c3)检查点固焊的质量;
d、焊前对外界客观因素进行检查;
e、当第二工件2的壁厚处于小于以至等于15mm的状况时,从内侧的j形坡口的一侧起始展开手工钨极氩弧焊打底。
当第二工件2的厚度处于大于15mm且小于等于30mm这个范围的时候,从内侧的j形内坡口4那边开始着手进行手工钨极氩弧焊打底。
在第二工件2的厚度大于30mm这个情况下,从外侧的j形外坡口3那一侧着手,展开手工钨极氩弧焊打底操作。
手工钨极氩弧打底焊采用直流正接,平焊位置,左焊法,打底焊层焊接2到3层,每层一道,包括以下分步骤:
e1)起弧位置从施焊位置前10mm的坡口内起弧或从点固焊点位置前10mm的坡口内起弧,电弧稳定燃烧后移到施焊位置开始焊接;
氩弧焊炬的瓷嘴下部,支撑于第二工件2的坡口面根部,以及接管1的外表面上,手腕进行均匀圆弧运动,带动氩弧焊炬,以瓷嘴支点作为顶点,在钨丝压帽的轴线的20° – 35°范围里,做圆锥摆动且前进,还要将焊丝平稳送入,伴随着焊缝的成形,瓷嘴下部转而以红热的焊缝表面充当支撑,平稳地前移。
e3)氩弧焊炬平焊时的运行速度5-9cm/min,熔池宽度为5-10mm,氩弧焊焊丝只给进熔池两侧的边缘;
依据第二工件2以及接管1的直径、壁厚还有熔池大小来选用送丝方式,选用点滴断续填丝法送丝之时,焊丝移出熔池后,焊丝热端不得移出气体保护区;选用连续送丝法的时候,保持焊丝的端头不离开熔池并且不断均匀地往熔池里送丝,氩弧焊炬沿左焊法方向连续焊接,直到整条环形打底层焊缝接头封口,接着打底焊道焊接完成了句号。
f、采用手工电弧焊方式,对剩余焊缝开展填充盖面焊接,采用直流反接,于平焊位置进行,呈线性焊道,不摆动,每道焊缝宽度不超过14mm,每道焊缝厚度不超过3mm,留意起弧、收弧与焊道接头质量,每道焊接结束后清理熔渣,采用双面对称焊实施焊接,当第二工件2的壁厚小于或等于15mm时,从内侧面的j形坡口直接施焊,当第二工件2的厚度大于15mm且小于或等于30mm时,先从打底焊缝背面的外坡口3开始焊接,焊2至3层后,再从打底焊缝正面的内坡口4开始焊接2至3层,如此反复直至完成焊缝填充盖面层的焊接,当第二工件2的厚度大于30mm时,先从打底焊缝背面的内坡口4开始焊接2至3层,再从打底焊缝面正面的外坡口3开始焊接2至3层,如此反复直至完成焊缝填充盖面层的焊接。
步骤f中包括以下分步骤:
f1)起弧位置从施焊位置前10mm的坡口内起弧或打底层熔敷金属表面起弧,电弧稳定燃烧后移到施焊位置开始焊接;
F2),焊条与施焊前进方向所在的那个平面,和接管1中心线的夹角,是0°到3°,而焊条与施焊前进方向的夹角,为70°至85°。
采取回焊收弧的方式来进行收弧操作,回焊的长度大概在10mm左右,在收弧这个过程当中要留意将弧坑填充满,这便是f3)收弧要求。
g、焊接过程中对焊接的各客观因素进行检查;
h、焊后检查,包括以下分步骤;
h1)打磨清除焊缝表面裂纹、气孔、夹渣、咬边、飞溅缺陷;
h2)对焊缝进行100%外观检查;
h3)对第二工件2的变形量进行检查;
依据接管1焊缝的实际所需,开展pt检测,开展ut检测,开展mt检测,开展rt检测。
在本实施例里,于该焊接工艺之中,首先要针对第二工件2的接管孔去加工坡口,此坡口的形式为手工钨极氩弧焊把的摆动给予了充足的空间,借助手工钨极氩弧焊的工艺开展打底焊,能够达成单面焊双面成型,如此便无需再对打底焊缝予以打磨修理,然而容器接管或盲板法兰接管的这类焊缝坡口操作空间极小,呈环形,打底焊缝很难进行打磨,所以运用该焊接工艺能够规避打磨,打底焊缝双面成型效果颇佳;待打底焊缝完成之后,再采用手工电弧焊方法用来对剩余焊缝实施填充盖面焊接,并且依据第二工件2的壁厚差异挑选不一样的焊接顺序,这样能够有效地防止第二工件2的表面发生变形,该坡口设计以及焊接工艺突破了传统设计坡口焊接质量不稳定,对焊工技能要求颇高的瓶颈,经由该坡口设计以及焊接工艺焊接而成的焊缝成型美观,焊纹均匀,焊缝质量稳定,焊件外表面焊接变形微小。
前述的实施例子是针对本发明的优选实施办法的阐述,并非该发明范围的限定,在不偏离本发明设计理念的状况下,对本发明作出的各种技术方案上的变形以及改造,都应当归入本发明权利要求书所确定的保护范畴之内。











