
处于产品结构设计的阶段之时,首先必须要明确核心的选型逻辑,那就是以何种原因优先采用焊接工艺,而不是螺栓连接、铆接之类关乎其他的方式呢,对于面对着看起来复杂的结构件,到底又是因为什么因素放弃了整体铸造的方案从而选择了焊接组合呢。
热量、压力或者两者共同发挥作用,再加上焊接材料,让两个母材形成不可拆卸的冶金结合,这就是焊接的核心定义。跟传统连接工艺比,焊接非常有优势:和螺栓、铆接比,焊接接头没有搭接冗余结构,表面没有突出部件,能让产品外观和空间利用率得到优化;相比于粘接工艺,焊接接头的力学强度更高,连接稳定性更好。当面临复杂结构件进行选型之际,焊接件相较于铸造件而言,具备更为突出的灵活性,焊的接件横截面尺寸能够得到精准把控(更加紧凑),特别是处于小批量生产的 当中,焊接工艺并不需要高昂的铸模成本,在性价比以及交付效率方面展现出更为显著之举优势。
当下,要同时去正视焊接工艺所存在的固有短板,其一端系,焊接的整个过程,乃归属于局部加热以及快速冷却这样一种动态进程范围之内,极其容易致使工件的内部出现残余应力情况,进而引发变形显现,然而后续用于消除内应力的矫正工艺,像是热处理、机械校形等,会从而增加额外的成本支出;其二是,在小批量生产的情形之下,焊接质量对于操作人员的技能熟练度以及工艺把控能力方面的要求是比较高的,容易出现人为误差问题;另外第三种情况为,针对航空航天、核电等关键的重点领域当中的焊接接头而言,其内部所存在的缺陷,例如未焊透、气孔等,检测的难度是比较大的,需要配备专业的检测设备,像超声波探伤、射线检测之类,进一步使得质量管控成本得以提升。
综上所述,我们没办法去否定,焊接于诸多场景有着颇为显著的优势,如此一来,在将焊接运用到实际当中的时候,究竟需要知晓哪些方面的知识呢。
若你身为设计工程师,首先需了解的要点是,结构材料的可焊性质如何,选择何种焊接形式,怎样去设计焊接结构,怎样开展焊接强度的校核动作,从而确保结构具备可靠性。
要是对于焊缝的形成进程,焊接时的温度场同温度梯度,熔池结晶的进程,还有焊缝裂纹的形成进程等方面深入知晓,会在判断失效方面有着极大的助力。
本节的内容主要是介绍焊接的基本知识。包含以下内容:
01 材料的可焊性(-1)
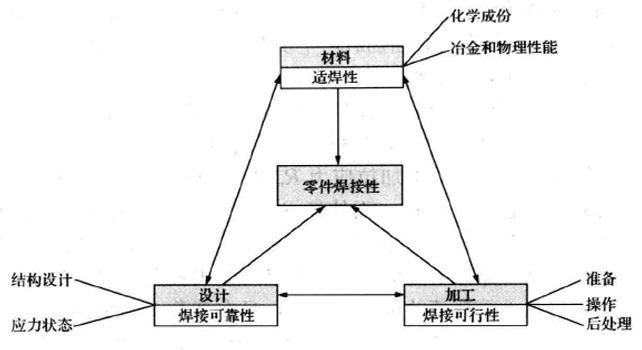
可焊性由材料的化学性能、冶金性能、物理性能等元素所决定,影响零件可焊性的因素如下所示 ,图为 -1。

评判钢的可焊性之中用于表明冷裂纹倾向的是碳当量,碳当量有时也被称作CEQ,其内容由CE简化得来 该评判要素 通过元素含量计算得出 针对碳钢、低合金钢的可焊性进行评断。
典型的计算公式如下:
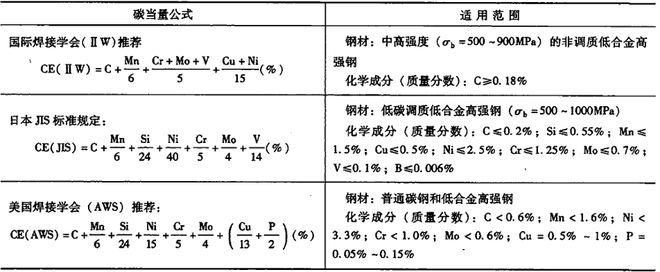

根据CE(ⅡW)的不同,其焊接条件分别为:
CE小于或等于百分之零点四五时,它的适焊性良好,要是零件的厚度超过三十毫米的话那就得预热,就像低碳钢那样;CE等于百分之零点四五至百分之零点六时,在一定的条件之下它是适焊的,这种情况下是需要预热到一百至二百摄氏度的。
CE>0.6%:不太适合焊接,适合预热到200~350℃;
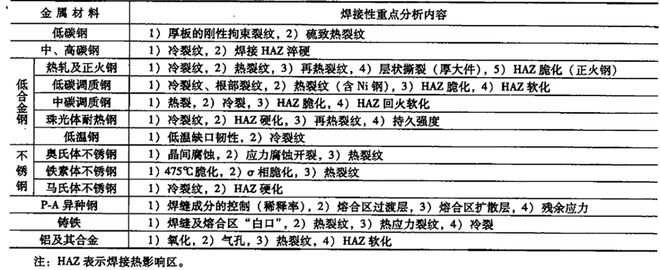
不同金属材料焊接性分析时应该考虑的问题如下所示。
02 焊接分类(DIN 1910或ISO 4063)
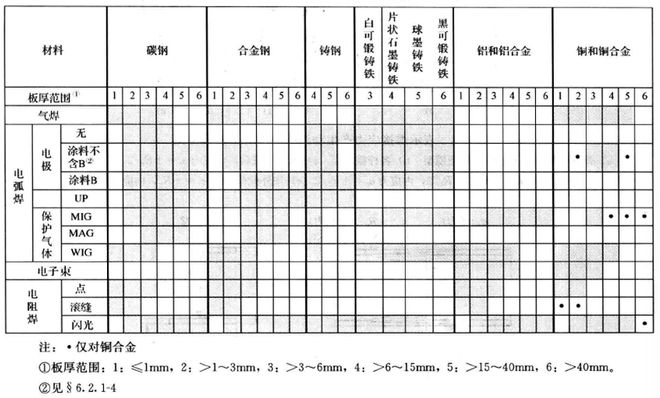
焊接方法的初步选择可以参考如下的焊接方法。
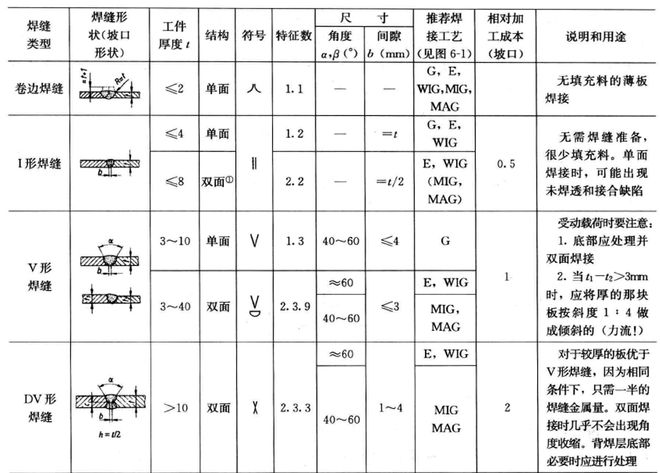
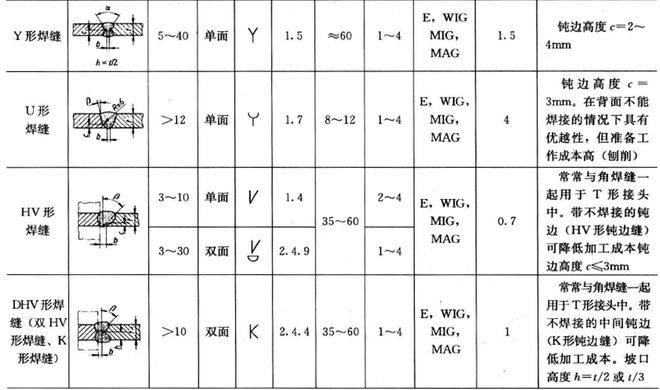
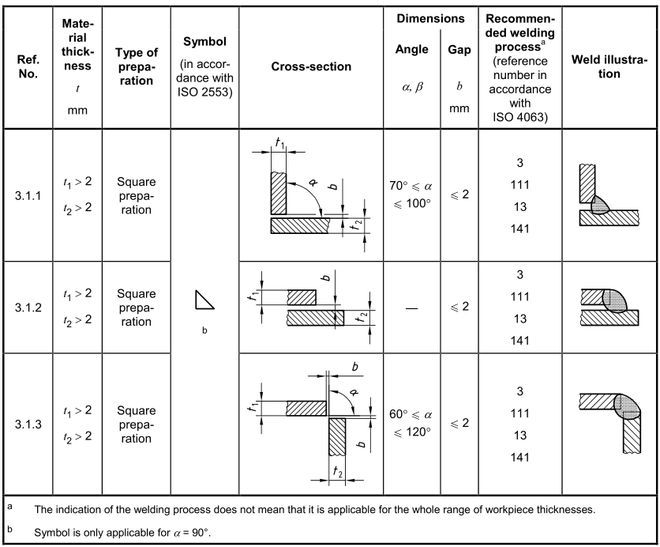
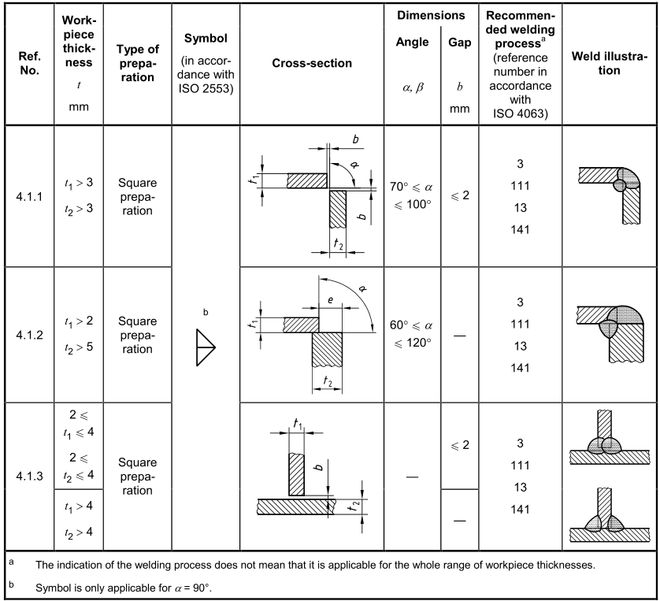
03,接头,焊缝种类以及焊接标记,(这对应着国际标准组织制定的ISO 9692 – 1和ISO 2553)。
涉及焊接接头的准备事宜,能够参考的是EN ISO 9692 – 1,针对焊接符号加以参考时,可以依据EN ISO 2553。
熔焊
熔焊的关键原理在于,针对零件局部区域实施受控熔化之际,完成工件间的冶金连接,并且整个过程并不需要额外再去施加载荷。
压焊
压焊这种焊接工艺,是借助施加压力达成使工件间形成连接的目的的,而压力乃是达成结合的关键核心条件。
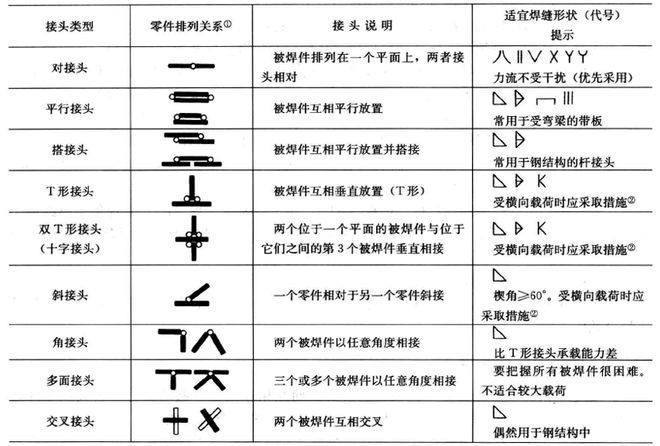
下面介绍几种常见的接头。
连接,连接存在好多类形式,通常依据板材厚度以及受力情形能够挑选恰当的接头处,就好像下面展示这幅图一样。
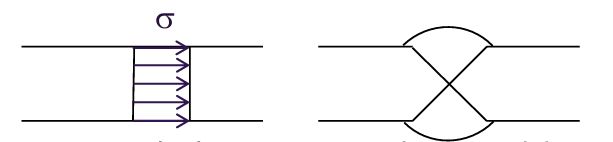
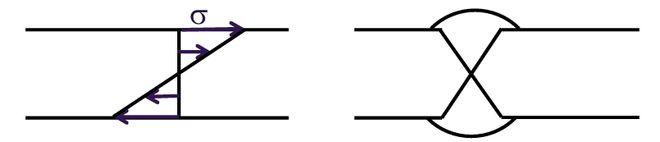
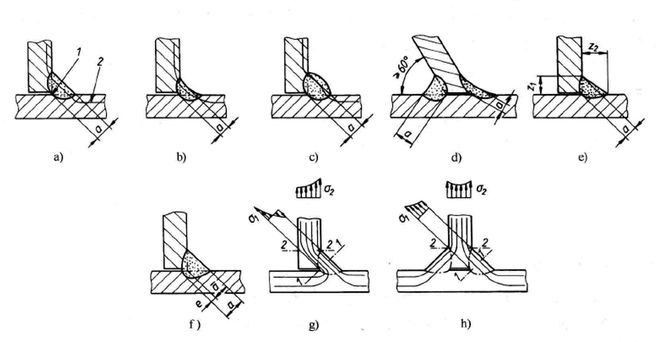
根据应力分布,有如下推荐等等。

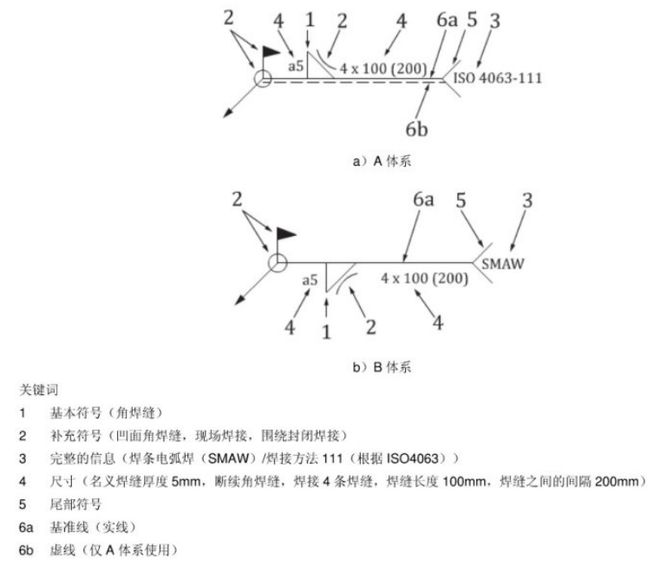
角焊接
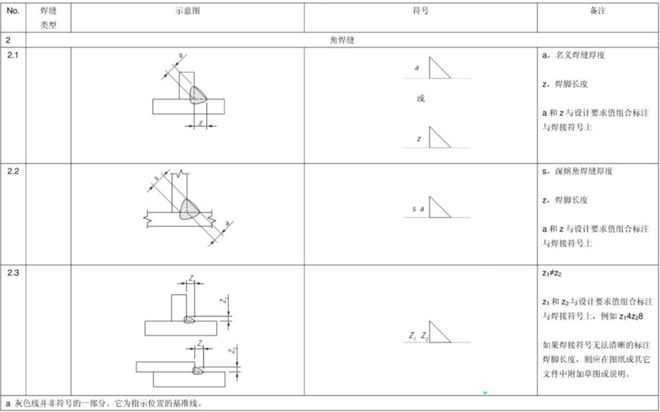
焊接符号(ISO 2553):
04 焊接质量检测(EN 25817)

关于焊接结构的施工等级,它是依据-2来规定结构质量等级的,结构质量等级有EXC1、EXC2、EXC3、EXC4,这几个等级又分别对应ISO 5817中的质量等级D、C、B、B+,其施工严格程度从EXC1到EXC4是逐级递增的。要是没有特殊规定,那么可以选择EXC2。
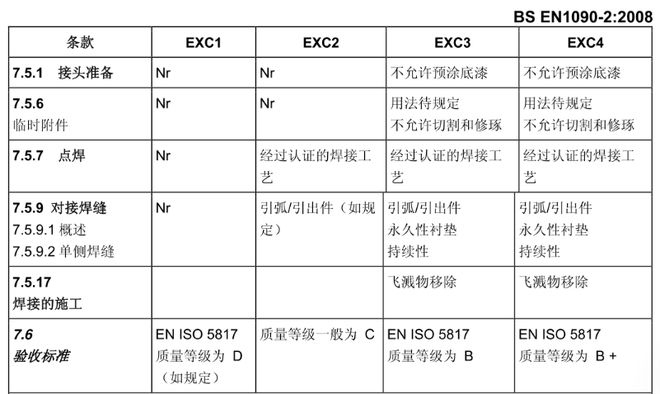
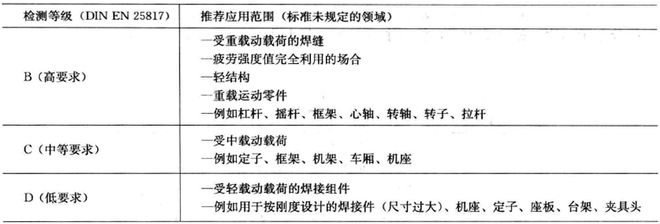
依照EN 25817的规定,针对焊缝以及角焊缝的焊接缺陷检测,被划分成3级 ,有低级,也就是D级 ,还有中级,即C级,另外是高级,指的是B级。其所规定的板厚范围是3至63mm。依据要求的高低情况 ,能够选择适宜的检测手段。
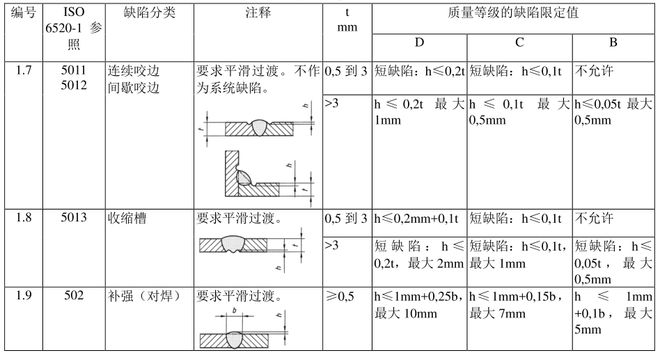
ISO 5817 焊缝外观检测规定
1.
2.
3.
4.
5.
6.合集