
01非90度折弯边的标注
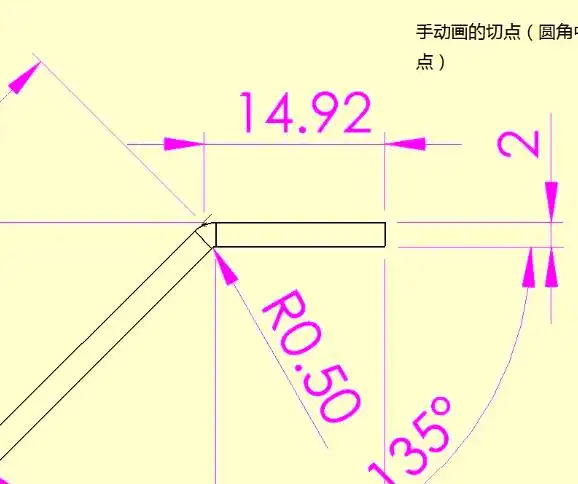
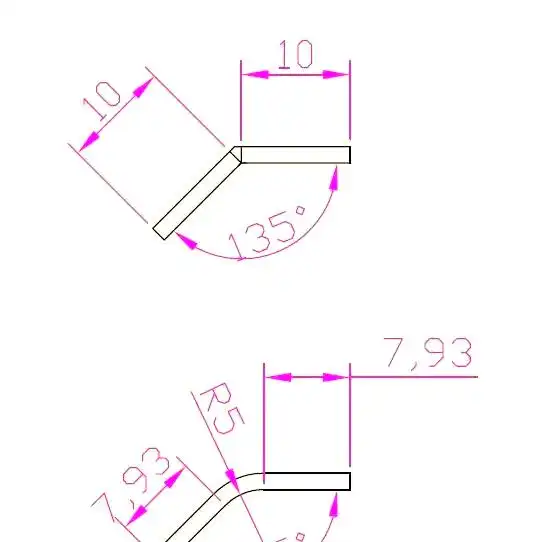
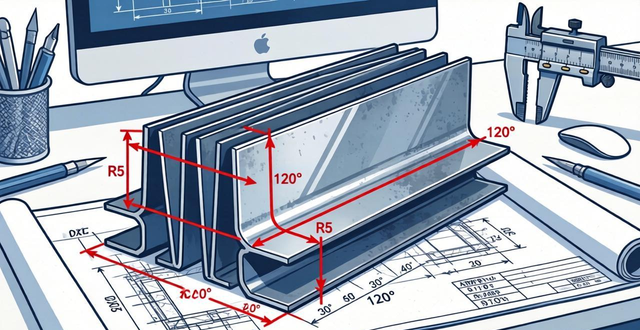
对于钣金加工而言,非90度折弯边的标注属于重要环节,此环节需运用恰当方法来开展。一般情况下,非90度折弯边的标注所采用的是虚拟交点到端面的距离来实施。可是,于实际操作期间,切点也就是外R圆弧的中点到端面的距离很难精准测量,特别是在钝角为135度这般的情形下,这种状况格外显著。所以说,探讨更为精确的测量方法变得极为重要。另外,确定在某些情形下忽略圆角尺寸是否适宜也是一个关键要点。

接下来,我们深入讨论几个相关问题:
精确测量与标注选择
于非九十度折弯边的标注期间,主要挑战当中的一个是钝角折弯件之上的精确测量,要对标注里圆角尺寸的使用情形予以分析,还要探讨什么样的测量方式会更合适。
021.基于问题的探讨
1.1 问题1: 最准确的标注方法
在针对非90度折弯边的标注情形下,第一种标注方式一般被视作是最为准确的,原因在于它给出了最为直接且明晰的信息,进而便利折弯员工去查看以及理解。
1.2 问题2: 折弯机输入距离
折弯机输入的距离通常指的是,和图纸上标注方法相对应的距离,这种距离在图纸上通常会明确地体现出来,目的是让操作者能够保证折弯操作的准确性,有时,依照具体情况做微调也是必需的。

1.3 问题3: 多道折弯件的处理
对于有着多道折弯情况的钣金件而言,最为精准精确的处理方式方法是借助利用展开的DXF文件去测量折弯线,并且要在实物展开的零件之上做出相应的标记。在进行折弯操作之际,折弯机仅仅只需输入角度、材料、厚度以及R内角等方面的信息,而并不需要输入长度距离方面的信息,这是因为折弯线的标记提供了足够充分的信息,进而保证确保了操作运行的精准性精确性。
© 版权声明
文章版权归作者所有,未经允许请勿转载。
THE END








![2025年中国钣金加工行业现状、产业链结构及发展全景研判:智能化是行业未来发展趋势[图]-铆焊老刘铆工焊工笔记](https://83ch.com/wp-content/uploads/2026/02/1771729218647_0.png)

