
01钣金行业交流
我身为钣金行业的从业者,渴望加入相关交流组织,一起探讨学习,借助在“钣金学习网”进行访问之举来获取相关信息,进而加入钣金行业的交流组织。
在这里之后,我们会朝着深入的方向去探究一种处于关键地位的钣金折弯算法,也就是折弯扣除法。这种算法具备简单且容易被理解的特性,能够以有效的方式去描绘折弯的进程。详细来讲,借助公式来计算展平长度,减掉对应的系数以及折弯扣除量A,以此来描述折弯进程。详细来讲,折弯扣除法所指的是零件的展平长度L,它等同于理论上的两段平坦部分朝着“尖点”(也就是两平坦部分的虚拟交点)延伸的长度总和,然后再减去折弯扣除量A。凭借这个公式,我们能够便利地计算出零件的总长度。需要留意的是,于计算进程当中,要是牵涉到外尺寸(包含料厚)这个尺寸,那就得减去对应的系数。
02折弯补偿法及其应用
方法二详述

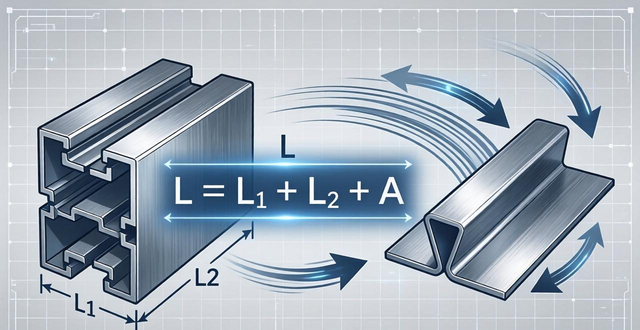
对零件展开长度进行计算的一种方法是折弯补偿法,展开长度计算需结合各段长度以及折弯补偿值,还要加入相应的系数,它阐述的是零件展平后各段长度的总和,还要加上展平的折弯区域的长度,展平的折弯区域的这个长度被定义为“折弯补偿”值(A),所以整个零件的长度能够通过以下方程来表示:L = L1 + L2 + A,要注意的是在计算过程中若使用内尺寸(不含料厚),那就需要加入相应的系数。
展开尺寸计算公式
除此以外,展开尺寸要依据材料软硬来调节折弯系数,且要计算直线与圆周部分。展开尺寸是这样计算的,先算出直线尺寸,再算出圆周率乘中线半径乘夹角除以180的结果,然后把相乘结果乘以折弯系数。折弯系数因材料软硬程度而不同,比如说,不锈钢的折弯系数是0.92,Q235的折弯系数是0.84,锰钢的折弯系数是0.96。材料越硬,折弯系数越大,不过通常不会超过1倍板厚。对于普通热轧板,其延伸量大概为0.6倍板厚,而冷轧板的延伸量大约是1.3倍板厚。
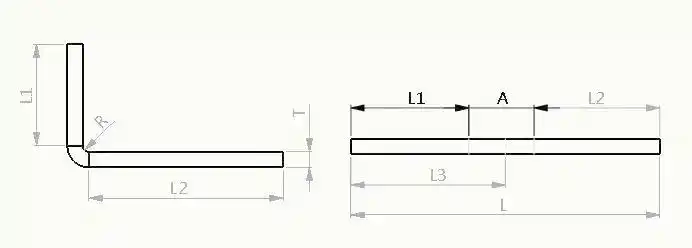
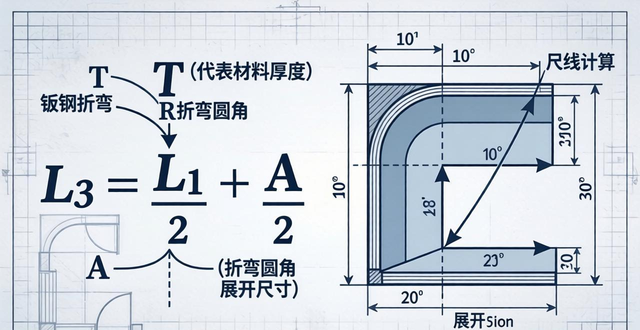
T代表材料厚度,R代表折弯圆角,A代表折弯圆角展开尺寸。计算折弯线尺寸时,我们运用公式L3 = L1 + A / 2,其中L1是直线段长度,L3是折弯后的长度。并且,整个零件的展开尺寸通过L = L1 + L2 + A来计算,其中L2又是另一段直线段长度。
实际应用实例
针对不同板材展开长度进行举例计算,需考量料厚与折弯次数之间延伸量的调整,在实际应用里,一般采用后者的计算方法,且运用0.45至0.5倍的料厚当作系数实施计算,比如,当折弯边A为10(不包含料厚),B为15(不包含料厚),材料厚度为0.8时,我们能够计算出A+B+0.45×0.8=25.36,此即零件的展开长度。
非90度折弯注意
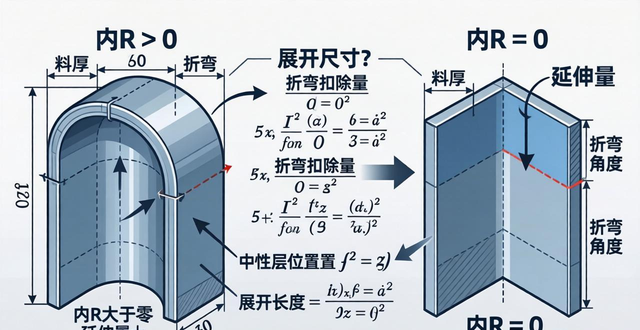
另外,在内R大于零的时候,展开系数得以确定的过程当中,是要把R和料厚二者间存在的关系考虑在内的。与此同时哟,依据折弯角度对延伸量作出调整,展开尺寸是要将R值以及角度考虑进去的。并非90度的折弯在展开时,也是需要把内R=0以及内R大于0这两种情形区分开来的。针对于内R大于0的这种情形而言,不同R值所对应的展开尺寸是会存在差异的。
此外,针对于Q235冷板这类材料而言,它折弯90°时的延伸量属于一个关键的参数。当计算展开尺寸之际,得依据延伸量来做相应的调整。比如说,对于厚度为1.2mm的Q235冷板呀,我们一般会选用宽度为7mm的下模,在已知折弯90°的延伸量为2.1情况下呢,能够计算出L形工件的展开尺寸是197.9。
对于一块板材要多次完成折弯操作的情况而言,当针对它进行每次折弯的这个行为时,都必须减去与之对应的延伸量的数值。比如说,要是这块板材所要进行的拆弯次数为2次,那么这种情况下就一定要减去2个延伸量的数量;要是需要进行折弯的次数是3次,那么就要减去3个延伸量的数量,像这样按照规律不断往后类推。
最后需留意,要是折弯角度并非90°,那么延伸量得依据折弯比例来做相应折扣。比如说,针对45°的折弯角度,延伸量选取二分之一;而针对30°的折弯角度,延伸量选取三分之一。








![2025年中国钣金加工行业现状、产业链结构及发展全景研判:智能化是行业未来发展趋势[图]-铆焊老刘铆工焊工笔记](https://83ch.com/wp-content/uploads/2026/02/1771729218647_0.png)

