你可晓得究竟存在着多少种类别的焊接办法呀,今儿个电子展小编就要跟大伙展开一番谈论呢。
1. 焊接的定义
焊接是这样一个过程,这个过程是把材料加热到焊接温度才行的,关于加压方面,有加压的情况,也有不加压的情况,甚至还有仅通过加压来达成的情况,在材料使用上需注意,使用填充材料与否都可以,此过程是针对金属或非金属在局部进行接合的,而所谓接合,也就是说要连接在一起,所以呢,焊接指的就是去达成连接的那种操作活动。
2. 常用焊接方法
手工电弧焊,也就是 SMAW,气体保护电弧焊,即 GMAW,还有药芯焊丝电弧焊,称作 FCAW,以及 GTAW,另外还有埋弧焊,也就是 SAW!
3.其他焊接方法
等离子焊(PAW),电渣焊(ESW),氧乙炔焊(OAW),螺柱焊(SW),激光束焊(LBW),电子束焊(EBW),电阻焊(RW),钎焊。
手工电弧焊(SMAW)
借助带药皮的焊条与被焊金属间产生的电弧,对被焊金属予以加热,以此达成焊接的目的。由图能够看出,焊条和工件的电弧是由电流引发的,它供给热能,把母材、填充金属以及药皮进行融化,随着电弧朝右移动,焊接金属发生凝固,在表面形成一层焊渣。手工电弧焊里主要的要素是焊条本身,它是由金属芯外面覆盖一层粒状焊剂以及某种粘接剂制作而成的。几乎所有的碳钢焊条,还有那些低合金钢焊条,基本上都是拿低碳钢丝当作芯,然而合金元素却是源自药皮,这亦分明是较为经济的一类合金化方法。
手工电弧焊的特点:
1、设备简单而便宜,这就使得手工电弧焊很轻便;
由于各种各样的焊条易于获取,这种焊接工艺被认为是万能的;
由于设备以及焊条持续改进,此种焊接方法一直都能够维持很高的焊接质量。
焊接速度慢,效率低;
焊后需要清渣。

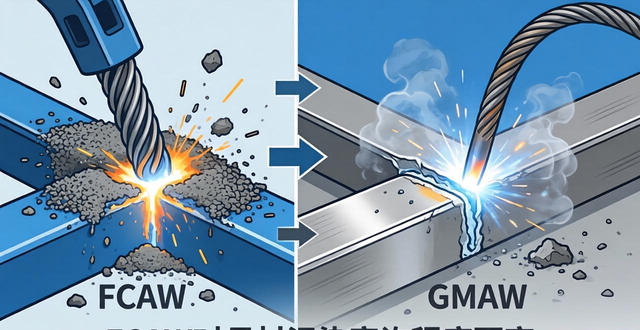
气体保护电弧焊(GMAW)
气体保护电弧焊,是借助焊枪持续不断地送丝,因焊丝与工件间产生电弧的热量,致使母材与焊丝融化,进而达成焊接目的。气体保护电弧焊极为重要的一个特性是,焊接过程里的保护气体同样是由焊枪输送,这些气体有的是惰性的,有的并非惰性。惰性气体像氩、氦能用于某些焊接之中,它们既能单独用,又能混合用,或者跟其它非惰性气体像氮气、氧气或者二氧化碳混合使用。绝大部分气体保护电弧焊把二氧化碳用作保护气体,这是由于跟惰性气体相比较而言,它在价格方面更为便宜。
气体保护电弧焊的特点
1、生产效率较高;
2、用气体保护,无焊渣,焊后不需要清渣;
3、在进行焊接操作的时候,由于不存在焊渣这一状况,使得焊缝具有可见性,进而焊工能够较为轻易地对电弧以及熔池的情形予以观察,借此实现对控制的改善。
4、专门针对气流以及风有着超乎寻常的敏感程度,气流和风会把用于保护的气体给吹拂开,这种情况之下不适合应用于工地现场的焊接工作。
5、设备要求比手工电弧焊的设备复杂。
药芯焊丝电弧焊(FCAW)
药芯焊丝焊和气体保护焊极为相像,不同之处在于,药芯焊丝焊运用的是管状焊丝,里面装的是粒状焊剂,并非气体保护焊所使用的实芯焊丝。管状焊丝经由焊枪中的导电嘴送入,在焊丝与工件间生出电弧。随着向前焊接,熔敷焊缝金属,如同手工电弧焊那样,焊缝金属上覆盖着一层焊渣。依据所使用的焊丝类型不一样,药芯焊能够附带或者不附带额外保护气体。有些焊丝被设计为靠内部焊剂提供全部所需保护,它们被称作自保护性。其它的焊丝要求附加的保护气体提供附加的保护。
药芯焊丝电弧焊的特点:
1、很高的生产效率,是手工焊接工艺中效率高的;
不论有没有保护气体进行辅助,FCAW因为存在焊剂,相较于GMAW而言,它对于母材污染有着更大的容许程度。
由于存在焊剂,在焊接过程中会产生大量的烟;
焊后需要清渣;
设备比SMAW 复杂。
GTAW的特点:
1、主要优势在于它焊出的焊缝具有很高的质量和优异的外观质量;
2、由于没有焊剂,该方法非常干净,不需要焊后清理焊渣;
3、能焊接很薄的材料;
4、适合焊接几乎所有的金属;
5、焊接可以不用填充材料;
6、生产效率低,是所有可选用的焊接方法中慢的;
7、对于所能够允许的污染程度而言是非常低的,在进行焊接之前,一定要针对母材以及填充材料展开认真仔细的清理。
8、对焊工的技能水平要求较高;
9、容易产生夹钨缺陷。
埋弧焊(SAW)
关于 SAW,实芯焊丝被连续送进,以这种方式,焊丝所产生的电弧会完全被颗粒状的焊剂层覆盖,基于此,它被命名为“埋弧”焊,此方法是目前前边所提及的在焊缝金属熔敷效率偏高意义上的一种典型焊接方法。针对埋弧焊工艺,颗粒状焊剂被放置于焊丝的前部位置或者周围,目的在于实现对熔化金属的保护。在焊接进程当中,于焊道之上存在着一层焊渣以及仍然呈颗粒状的焊剂。
埋弧焊的特点:
1、高的熔敷效率;
2、没有可见的弧光,焊工无需佩带防护镜和其它厚重保护服;
3、比其它一些焊接方法产生更少的烟;
4、焊剂能够被支撑于焊接接头的那个位置,才可以开展焊接工作,通常是平焊以及横焊这两种焊接方式。
5、设备复杂;
6、使用焊剂,焊剂需要加热,不能受潮;
7、焊后需要清渣;
8、易产生凝固裂纹