

8年钣金工程师告诉你,钣金展开究竟怎么做!
钣金展开,于钣金加工里为至要要点,其与后续加工以及成品质量直接相关联。以下会对怎样运用CAD去制作钣金展开图予以详尽介绍,涵盖基本的展开计算方式以及实战操作。
一、基本的展开计算方法
直角展开
情况被描述为,直角展开属于最为简单的展开形式,一般是被用于90度折弯的那种情况。
用于计算的公式是这样的,这个公式里,L等于A加上B再减去1.7乘以T,这里面,L代表的是展开长度,A和B分别表示相邻两边所具有的长度,T指的是板厚,1.7是对于冷轧板以及镀锌板相关计算时所采用的取值,而要是涉及其他材质的话,就得另外去考虑取值了。
注意要点:取数值为1.7,这是依据冷轧板以及镀锌板的特性而来,针对于不锈钢板、铜板、铝板这类材质,所取数值会存在差异,需要在折弯机上面进行试验从而确定。
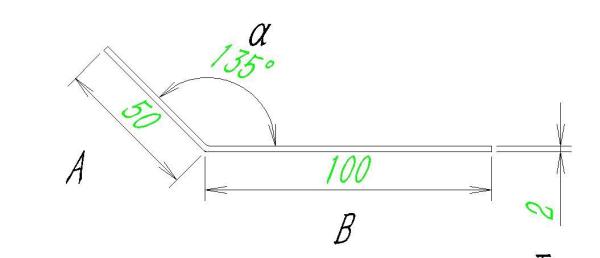
大角度展开
大角度展开的适用情形是,折弯情况处于大于90度的范围当中,同时又小于180度。
计算公式:L=A+B-(180-α)T(α为折弯角度)。

需要注意的事项是,这般的角度不可被当作基准来加以使用,一般来讲是需要于侧面进行焊接支撑才能够保障那个角度,A以及B均是测量到虚拟的交叉点。
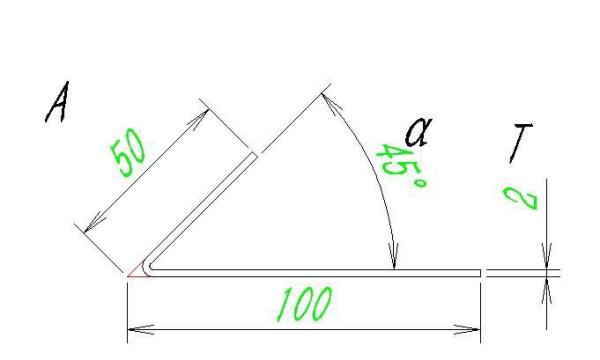
小角度展开
情况描述:小角度展开适用于小于90度的折弯情况。
计算公式:L=A+B-{tan(180-α)/2}T。
要留意的事项是,小角度进行展开时,一般而言并不需要特别高的精度,然而在进行计算之际,必须要保证角度以及板厚的精确性。
二、实战操作:以简单盒子为例
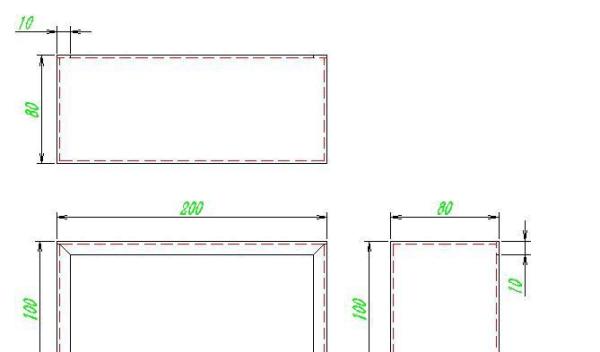
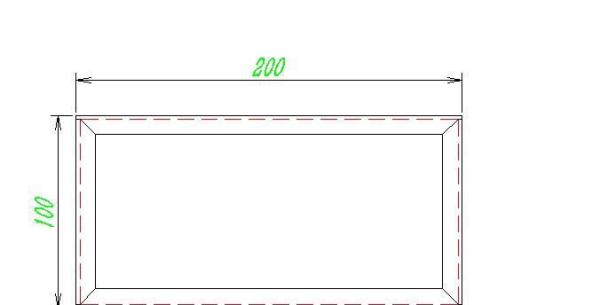
确定盒子尺寸
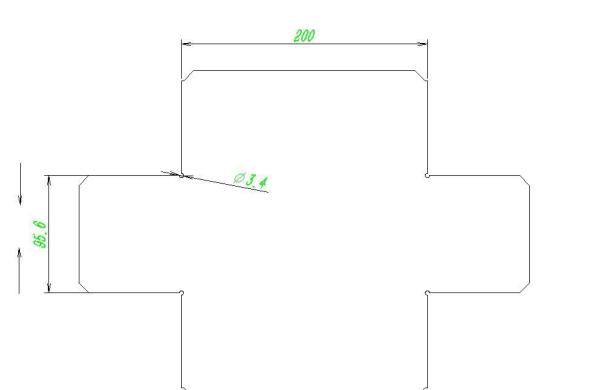
长度为200,宽度为100,高度为80,折边为10。
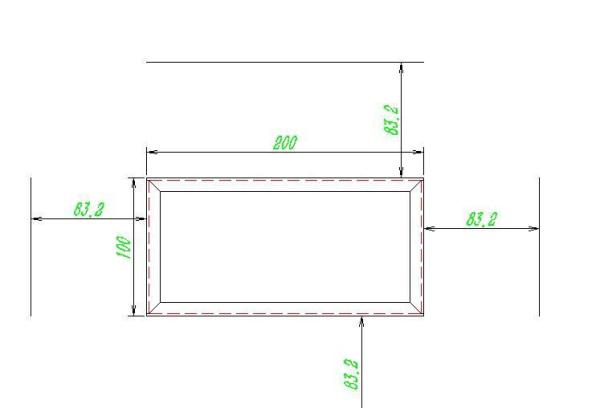
计算折弯扣除
针对折弯这一操作,其所需刀数为8刀,具体而言,是10到80各有四刀,计算依据是板厚为2.0的冷轧板,在此基础上,每一刀要扣除3.4(该数值为2.0乘以1.7的结果)。
经过90度的折弯处理后,每一边所剩余的长度是80减去3.42,其结果为73.2 ,然而,鉴于折弯之后的实际尺寸情况,我们从边线的位置各偏移83.2(此为90减去3.42的近似数值,目的是为了方便后续的操作)。
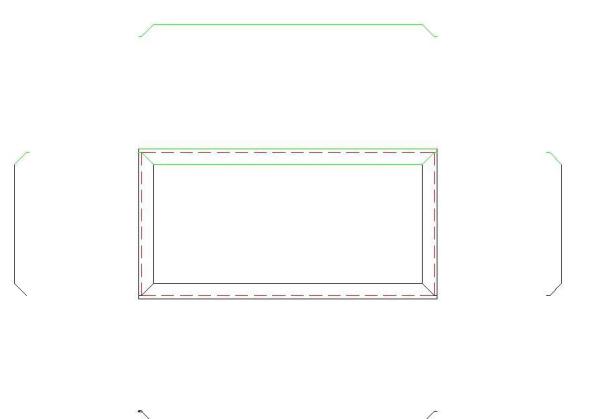
绘制展开图
将主视图复制一份,并按照上述计算偏移线。
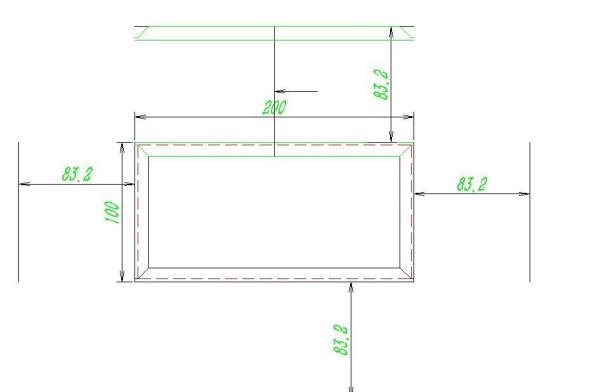
有一条线,它是从末端折边的中点出发,朝着偏移出来的线的中点延伸所形成的,接着,要以这条线的中心点为基准,将绿色部分进行镜像操作,使绿色部分到达上面。
其他三个方向也按照此方法镜像过去。
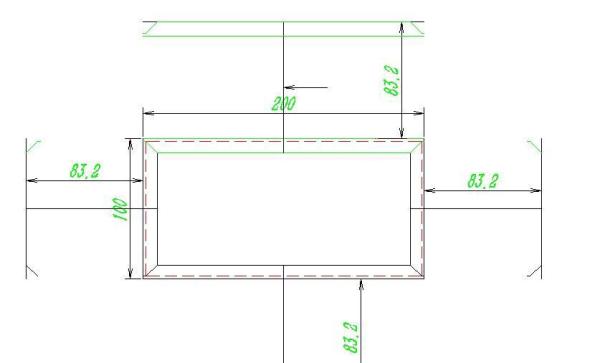
删除偏移的线、多余的标注和连线。
将四周偏移出来的部分都连接起来,并删除内部多余的线。
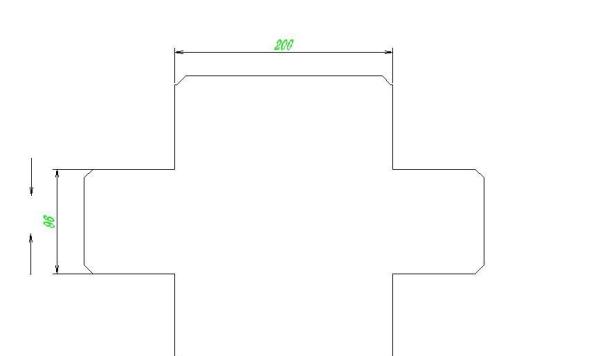
调整折边宽度
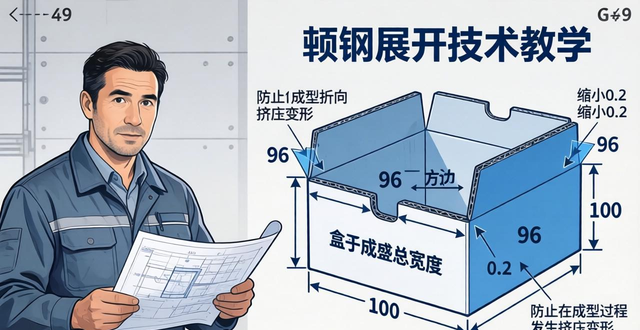
水平方向存在着折边宽度,其数值是96 ,盒子成型存在着总宽度,这个数值是100 ,为了防止出现挤压变形的情况,要把96的这条边,两侧各自缩小0.2。
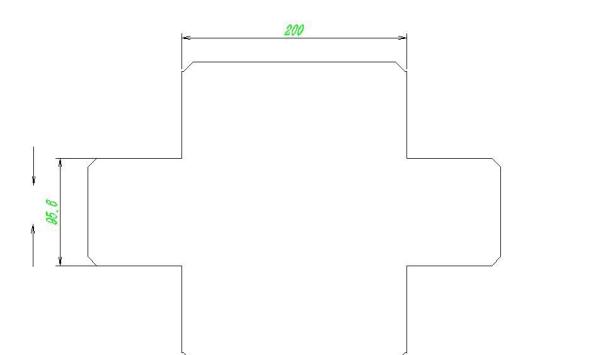
添加工艺孔
对于板厚达到1.5以及超出1.5的钣金而言,在进行拼角操作时,于折边之处需要开设工艺孔,以此来防止出现挤压变形的情况。
在连线的交点处开一个等于折弯扣除直径的孔。
历经以上步骤,一个简易的盒子钣金展开图已然完成,于实际操作期间,尚需依据具体需求以及材质特性予以适度调整。







![2025年中国钣金加工行业现状、产业链结构及发展全景研判:智能化是行业未来发展趋势[图]-铆焊老刘铆工焊工笔记](https://83ch.com/wp-content/uploads/2026/02/1771729218647_0.png)

