

身为将要进行焊接的构件接头位置抑或是端面的预先开展的机加工构成形式的焊接坡口,其关键的目的在于保障接头焊接的质量。于开展焊接的进程当中,挑选适宜的坡口形式以及尺寸对于确保焊接质量而言是极其重要的。以下会详细地介绍几种常见样式的焊接坡口,以及它们的尺寸参数。
一、常见坡口形式
I形坡口
特点:最简单的坡口形式,没有坡口角度和间隙,直接焊接即可。
适用场景:适用于薄板焊接。
V形坡口
特点:坡口角度一般为60°~75°,适用于对接焊缝。
适用场景:适用于中厚板焊接。
U形坡口
特点:坡口较深,可以容纳更多的焊料,适用于全位置焊接。
适用场景:适用于厚板焊接。
X形坡口
特性:能够增添焊缝的熔深,削减焊接变形,常常被应用于重要结构的焊接工作之中。

适用场景:适用于厚板焊接。
Y形坡口
特点:坡口角度较小,焊接质量较好。
适用场景:适用于薄板和中等厚度板材的焊接。
K形坡口
特点:可以减少焊接变形和应力集中,提高焊接质量。
适用场景:适用于厚板焊接。
J形坡口
特点:坡口角度较小,焊接时不易产生裂纹。
适用场景:适用于薄板和中等厚度板材的焊接。
双V形坡口
特点:可以增加熔深和熔宽,适用于厚板焊接。
适用场景:适用于对接焊缝。
双U形坡口
特点:可以容纳更多的焊料,减少焊接变形和应力集中。
适用场景:适用于厚板焊接。
二、坡口尺寸的关键参数
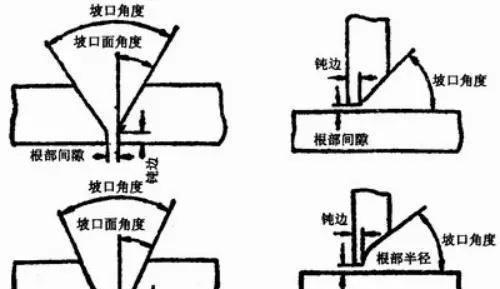
坡口面
定义:待焊件上的坡口表面叫坡口面。
坡口面角度和坡口角度
定义:那个被称作坡口面角度的,是待加工坡口的端面和气坡口面之间所形成的夹角,而所谓坡口角度呢,指的是两坡口面之间存在的夹角。
有着这样的作用:由这两个角度将坡口的形状以及尺寸给确定下来,对于焊接质量以及焊接过程而言呈现出重要影响。
根部间隙
特定的界定是,在焊接之前,于接头的那些根部以及根部之间所预先留出的间隙,将其称作根部间隙,它同时也被叫做装配间隙。
具有的功能:确保在进行打底焊接的时候,根部能够实现焊透状况,它属于焊接流程里绝对不能缺少的具有重要意义的一项参数。
钝边
定义是这样的,在焊接开坡口这个行为发生的时候,沿着焊件接头坡口那一块儿的根部,所存在的端面直边部分,它被称作钝边。
作用:防止根部烧穿,保护焊缝质量。
根部半径
定义:在J形、U形坡口底部的圆角半径叫根部半径。
作用:增大坡口根部的空间,以便焊透根部,提高焊接质量。
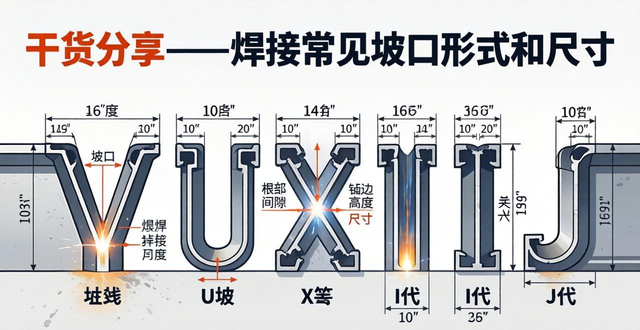
三、图片展示
下面呈现的是几种平常常见的坡口形式的示意图形,目的在于能够更加直观地去理解坡口形式以及尺寸。
四、总结
挑选适宜的焊接坡口形式以及尺寸,对保障焊接质量而言是极其关键的。于实际运用过程中,需依据焊接材料的厚度、焊接所采用的方法、焊接所处的位置以及焊接所提出的要求等诸多要素,全面进行考量,进而挑选出合适的坡口形式与尺寸。与此同时,还得严格把控坡口尺寸的关键参数,像是坡口面角度、坡口角度、根部间隙、钝边以及根部半径等,以此来确保焊接进程能够顺利开展,以及焊接质量能够稳定可靠。
经由本文所做的介绍,想必阅览者对于焊接常见的坡口形式以及尺寸有了更为深层次的知晓,这会有利于在实际的焊接工作当中做出更为明智的挑选以及决断。










