
焊接后所形成的接头,也就是通过焊接方式联结起来的接头,它是由焊缝、熔合区以及热影响区共同构成的。
一、焊接接头型式
在其中,鉴于焊件的厚度,结构形状以及对于质量要求存在差异,其接头的型式也不一样。依据国家标准GB985一80的规定,焊接接头的型式主要能够被划分成四种,也就是对接接头、角接接头、搭接接头、T形接头。
1、对接接头,是那种两焊件端面相互相对且平行的接头才被称作对接接头,它具备能够承受较大载荷的特性,在焊接结构里属于是最常用的接头。

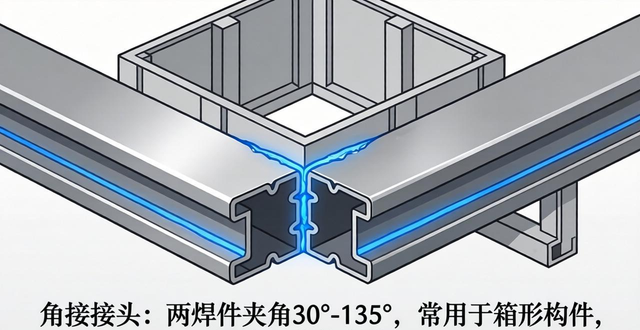
2.一种接头被称作角接接头,它是由两焊件端面间构成夹角的接头,这个夹角大于30°,小于135°,角接接头在箱形构件中使用较多,其焊缝承载能力不高,故而一般用于不重要的焊接结构当中。
3.两焊件以重叠放置的方式存在,或者两焊件表面之间形成的夹角小于或者等于30°进而构成的端部接头,被称作搭接接头,搭接接头所能承受的应力遍布并不均匀,该接头的承载能力比较低,在进行结构设计时应当极力去避免采用塔接接头。
4.T形接头,是一种接头,其中一焊件的端面与另一焊件的表面构成直角或者近似直角,这种接头被称作T形接头,它在焊接结构里是比较常用的,该接头承受载荷,特别是承受动载荷的能力比较强。
二、坡口作用与形式
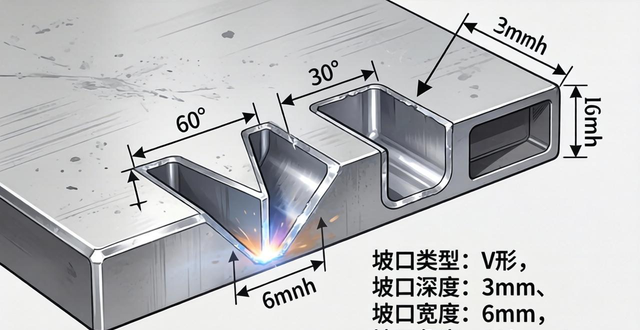
依照设计或者工艺所需要求,于焊件的待焊位置,将其加工成具备一定几何形状的沟槽,此沟槽被称作坡口。
1、用于焊接的坡口,它具备着这样至关重要的作用:其最为主要的用处是为了达成焊缝根部能够完全焊透的目的,进而使得焊接时所产生的热源能够深入接头的根部位置,以此来确保接头的质量得以保证。另外,坡口还拥有着能够起到调节基本金属与填充金属比例的这种作用。
2、坡口的尺寸名称及标注:
因能防止烧穿故而有钝边,钝边尺寸必须确保第一层焊缝焊得透。根部间隙打底焊期间,可确保根部得以焊透。坡口角度要达成的目的是,使电弧可扎入焊缝根部,令钝边能够被焊透,还方便清理熔渣,进而获取美观的焊缝。
3、以下是常见的坡口形式,常用的坡口形式之中有I形坡口,有Y型坡口,有带钝边U形坡口,有双Y形坡口,还有带钝边单边V形坡口等。
4、焊接坡口的选择

焊接坡口的选择一般遵循以下原则:
(1)工件焊透能够得到保证,(手弧焊熔深通常是2至4mm),而且焊接操作方便。要是容器内部焊接不方便,那么就要采用单面坡口,也就是在容器外面进行焊接。
(2)坡口形状应容易。
(3)尽可能提高焊接生产率和节省焊条。
(4)尽可能减小焊后工件的变形。









