

“3D数据协同挖掘”
前些日子群里有人在讨论
K因子计算法
今天小象给大家带来
三种钣金折弯系数的计算方法
搬好小板凳
![图片[1]-技巧分享丨三种钣金折弯系数计算方法,你学会了吗?-铆焊老刘铆工焊工笔记](/wp-content/uploads/2026/03/1774925398509_0.jpg)
中有极为强大且易于使用的钣金设计功能,这些功能能够助力我们达成极为复杂的钣金设计工作,正是鉴于钣金功能具备强大性与易用性,才致使其在钣金领域拥有极为广泛的应用。
在实际的钣金设计过程当中,为确保最终折弯成型之后,零件能达到所期望的尺寸,会运用各种各样不同的算法,来计算处于展开状态时备料的实际长度,在实际的钣金生产过程当中也是如此。
目前比较常见的展开计算方法有:
1. 折弯补偿法;
2. 折弯扣除法;
3.K因子计算法。

这三种计算方法,在软件里都有对应的功能予以支持,如图1所示。因为选择不一样的计算方式,会对最终展开长度产生直接影响,为了确保展开长度的精确性,我们便需要知晓不同计算方式会给展开尺寸造成怎样的具体影响。接下来,我们会分别去介绍这三种方法的区别,以及在应用时所需留意的关键知识点。
图1
我们需先去了解金属材料于折弯之际的某些特性,我们晓得金属材料在折弯之时会出现材料的拉伸还有材料压缩,当中折弯内侧的材料被压缩,折弯外侧的材料被拉伸,于二者之间存在着一个中性层,中性层的材料既不压缩也不拉伸如同(图2)所展现的那样。故而中性的展开长度便是钣金件的展开长度,然而中性层所处的位置受材料厚度、材质、折弯半径、折弯角度、加工刀具等诸多因素的影响。
![图片[3]-技巧分享丨三种钣金折弯系数计算方法,你学会了吗?-铆焊老刘铆工焊工笔记](/wp-content/uploads/2026/03/1774925398509_3.jpg)
图2
1、折弯补偿法
要是讲有一个板件,我们对其进行一个90度的折弯操作,接着对它开展展开的进程,将最终展开的长度标记为Lt,那么最终这个折弯件展开的长度是由三部分共同构成的,首先的一部分是图里竖直边所处部分的长度,我们把这部分长度标记成A,其次的一部分是图里水平直边这部分的长度,我们把它标记为B,最后的一部分是图中的折弯圆角得到展开以后的长度。
其中,两侧直边部分的长度,是相对容易知晓的,折弯圆角部分的展开尺寸,是未知的,它受材料、厚度、折弯半径等诸多因素影响,那么,假设这个折弯圆角部分的展开尺寸是已知的,我们就能对最终展开的尺寸加一个补偿值BA,所以,Lt等于A加B加BA,这便是折弯补偿法,如图3。
![图片[4]-技巧分享丨三种钣金折弯系数计算方法,你学会了吗?-铆焊老刘铆工焊工笔记](/wp-content/uploads/2026/03/1774925398509_4.png)
图3
在钣金里,折弯补偿法被称作“折弯系数”,要是我们想用折弯补偿法去计算钣金件展开后的尺寸,我们能够在“折弯系数”选项那儿选择“折弯系数”,就像图1呈现的那样。我们来瞅一个实例,绘制如同图4所示的草图,并且运用基体法兰创建钣金,并且在钣金参数那儿设置钣厚是1.5mm,折弯半径为1mm,折弯系数选择“折弯系数”,值为1.8mm,如图4所示。
![图片[5]-技巧分享丨三种钣金折弯系数计算方法,你学会了吗?-铆焊老刘铆工焊工笔记](/wp-content/uploads/2026/03/1774925398509_5.jpg)
图4
对展开长度基于手工进行计算时,两侧的直边那长度A与B理应是相同的,A以及B等于100减去1.5再减去1最终等于97.5,这里面1.5是板厚,1是折弯半径,换句话说直边长度是97.5mm,依据公式Lt等于A加B加BA(Lt等于97.5加97.5加1.8等于196.8mm),由此计算得出钣金展开长度应当是196.8mm。借助软件的展开功能来展开此钣金件,我们会发觉它跟前面用手工做的计算是完全没区别的。
要特别留意的是,于软件里运用折弯补偿法之际,当折弯补偿量一样的状况下,展开长度会受所设定的折弯半径的作用,半径越大,直边长度越小,最终展开长度也就越小,故而在运用折弯补偿法时务必设定精准的折弯半径。比如说我们将折弯半径设定成3mm,直边长度A与B是100减去1.5再减去3等于95.5,钣金展开长度就会变为95.5加上95.5再加上1.8等于192.8mm。
2、折弯扣除法
我们针对同样的一个板件,进行一个90度的折弯操作,接着把它展开,我们将最终的展开长度表示成Lt,Lt等于A加B减BD,其中A指的是钣金外侧从端面到虚拟交叉点的距离,而B指的是另一个钣金外侧从端面到虚拟交叉点的距离,要是我们把A加B,其实长度会比最终展开的尺寸长,为了精确计算展开尺寸,我们需要减去一定的长度,而BD是我要扣除的系数值,也就是说A加B之后还要减去一个BD才是真正的展开尺寸,如图5。
![图片[7]-技巧分享丨三种钣金折弯系数计算方法,你学会了吗?-铆焊老刘铆工焊工笔记](/wp-content/uploads/2026/03/1774925398509_7.jpg)
图5
折弯扣除法于钣金领域被称作“折弯扣除”,要是借助折弯扣除法去计算钣金件展开的后尺寸,那可于“折弯系数”选项里选“折弯扣除”,像图1呈现的那样。来看个实例,绘制如由图6示意的草图,且运用基体法兰来创建钣金,同时于此过程中在钣金参数里设置钣厚是1.5mm,折弯半径乃1mm,折弯系数选定“折弯扣除”,其值明确为2.5mm,像图6所展示的这般情况哟。
![图片[8]-技巧分享丨三种钣金折弯系数计算方法,你学会了吗?-铆焊老刘铆工焊工笔记](/wp-content/uploads/2026/03/1774925398509_8.jpg)
图6
手工进行展开长度的计算,从端面到虚拟交点存在距离A,且距离B等于100,依据公式Lt等于A加B减BD,这里Lt等于100加100减2.5等于197.5mm,经计算得出钣金展开长度应当是197.5mm。利用软件的展开功能对该钣金件展开,我们会发觉它与前面的手工计算结果完全相同。
此时,我们能够发觉,于软件里运用折弯扣除法之际,要是折弯扣除量相同,那么展开长度不会受所设定的折弯半径的影响,不管折弯半径是几许,最终的展开长度都是一样的。这是由于计算值源自钣金端面至虚拟交点的长度减掉折弯扣除量,也即是图5中的A与B这两个尺寸,此长度不会随折弯半径的变动而产生变化。在实际的钣金生产进程当中,折弯半径的大小必然会对展开尺寸产生影响,因而于设计钣金件之际,我们依照折弯半径、折弯角度以及钣金厚度等诸多综合因素给予折弯扣除量。
3、K因子计算法
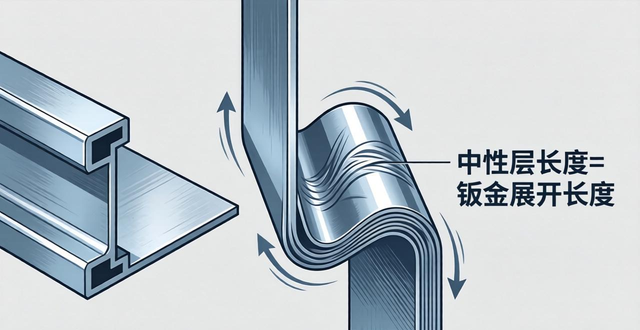
先前我们知晓了金属板件折弯时的特性,折弯内侧材料被压缩,折弯外侧材料被拉伸,两者间有中性层,中性层长度是钣金展开长度。然而因材料厚度、材质、折弯半径、折弯角度、加工刀具等多种因素,中性层位置并非固定。
K因子计算法里的K,指的是从钣金内侧表面到中性层位置的厚度t,与钣金厚度T之间的比值,也就是K=t/T ,所以K是小于等于1的一个因子,如图7所示。使用K因子计算法来计算展开长度,和使用折弯补偿比较相似,Lt=A+B+BA,只是在使用折弯补偿时,BA是我们人为给定的一个值,而使用K因子时,BA是通过公式BA=pi(R + KT) A/180进行计算得到的,公式里的BA实际上就是中性层圆弧长度,而A是折弯角度。
图7
要是我们打算运用K因子计算法去算出钣金件展开之后的尺寸,那我们能够于“折弯系数”选项里挑选“K因子”,像图1所呈现的那样。我们来瞅一个实例,绘制出像图8所展示的草图,并且借助基体法兰创建钣金,而且在钣金参数那儿设置钣厚是1.5mm ,折弯半径为1mm ,折弯系数选择“K因子”,其值为0.6mm ,如跟图8一样。
![图片[10]-技巧分享丨三种钣金折弯系数计算方法,你学会了吗?-铆焊老刘铆工焊工笔记](/wp-content/uploads/2026/03/1774925398509_11.jpg)
图8
计算手工展开的长度,我们所设定的K取值是0.6,因而中性层位置是0.6乘以1.5等于0.9,也就是从内表面向下0.9毫米处是中性层,两侧直边的长度A与B都应当为97.5毫米,BA等于pi乘以(1加上0.9)再乘以90除以180等于2.98毫米,钣金展开长度为Lt等于97.5加上97.5加上1.71等于197.98毫米。借助软件展开功能展开该钣金件,发现其与前面手工计算的结果完全相同。
我们之前分别介绍了折弯补偿、折弯扣除、K因子这三种钣金展开计算方式,大家可能赫然发觉,无论运用哪一种计算方式,实际上影响展开尺寸精确与否的尤为关键的因素,皆是我们赋予软件的这三种系数精准与否,当然在此之中,我们还得考量折弯半径、折弯角度等诸多因素。
多数情况下,我们能够于某些钣金设计手册或者由你的材料供应商所给出的材料性能表里,寻觅到在不同板厚度、不同折弯半径以及不同折弯角度条件下,这三种系数各自对应的数值,然而鉴于在设计流程里存在极为繁多的变化以及其他因素产生的影响,这些数值或许并不全然适用于你的设计环境,故而要获取精确的展开尺寸,我们仍需于实际作业中积攒更多的实测数值与经验,接着将这些数值与经验再度回馈到软件里予以应用,如此一来,我们便能够在后续的设计工作当中拥有一个极为可靠的设计依据。








![2025年中国钣金加工行业现状、产业链结构及发展全景研判:智能化是行业未来发展趋势[图]-铆焊老刘铆工焊工笔记](https://83ch.com/wp-content/uploads/2026/02/1771729218647_0.png)
