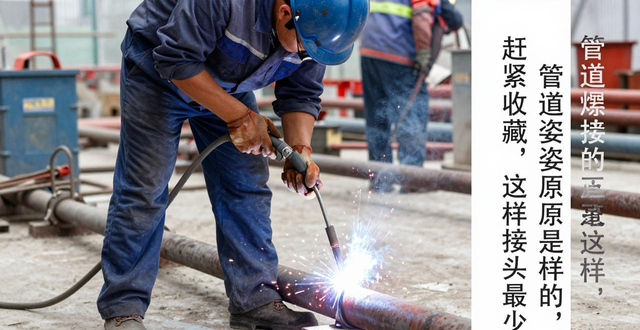

管道焊接时,其正确姿势对于焊接质量而言至关重要,对于焊工操作效率来讲也至关重要,并且对于安全性同样至关重要。以下会从焊接准备、操作姿势、焊接技巧以及安全注意事项等方面,全面且深入地去阐述管道焊接的正确姿势:
一、焊接准备
焊工防护装备
先选自动变光的焊接面罩,再挑符合标准的那种,用来保护面部,使其不被电弧光伤害,同时也保护眼睛不被电弧光伤害。
电焊防护服,穿着那有阻燃、防烫功能的焊接专用工作服,以此防止火花以及熔渣对皮肤造成灼伤。
防护手套:佩戴耐高温、防刺穿的焊接手套,保护手部安全。
防护鞋:穿着防砸、防刺穿、绝缘的焊接安全鞋。
在呼吸的时候要做好防护措施,要是处于那种通风状况不太好的环境里,那就需要配戴可以防尘的口罩,或者是那种呼吸器,以此来避免把有害的气体以及烟尘给吸进去。
焊接设备与材料准备
焊机需进行调试,要依据焊接工艺所提出的要求,准确无误地去设置焊机的电流,还要正确地设定焊机的电压,并且合理确定焊机的极性。
焊条或者焊丝的选择,要依据管道的材质,以及焊接时所处的位置,由此来挑选适合的焊条或者焊丝。
工装夹具,要运用恰当的夹具去固定管道,以此避免在焊接进程当中管道出现移动或者变形的情况。
准备坡口时,要保证管道坡口的形状,符合焊接工艺要求,其尺寸也要符合焊接工艺要求,并且坡口表面要清洁,没有油污,没有锈蚀等杂质。
二、操作姿势
站立姿势

先将双脚分开,使得双脚达到与肩同宽的状态,进而保持住身体的平衡,防止因长时间单脚站立而致使疲劳产生。
肢体平衡之关键:把身体的重心放置于双脚之上,防止身躯产生前倾或者后仰的状况,以此来维持稳定的态势。
以膝盖微微弯曲,实行适当屈膝的动作,借此降低身体的重心,进而提高操作时的灵活性以及稳定性。
手部姿势
进行焊条焊接时,焊条要与焊缝表面维持合适夹角,焊条的末端需一直处在熔池的前缘位置,从而确保电弧稳定。
自动焊以及半自动焊,焊丝送进的时候要均匀一致,不可以让焊丝和导电嘴出现粘连的状况,也不能使送丝的过程有不顺畅存在。
执握方式:以拇指以及食指轻轻地攥住焊枪的手柄,剩余的三根手指自然而然地起到支撑之作用,维持握持状态稳定然而却不过于用力抓紧。
焊枪与焊接方向所保持的夹角会在七十度至九十度之间,该夹角需依据焊接位置来进行调整,焊接位置包含平焊、立焊、横焊以及仰焊。
贴近焊缝:身体尽量靠近焊缝,减少手臂伸展距离,降低疲劳感。
让管道进行旋转,针对环缝焊接而言,能够借助旋转管道的方式来对焊接位置予以调整,进而防止焊工长时间处于那种不舒适的姿势。
分段来进行焊接,把那长焊缝划分成若干短段,然后交替着去焊接,以此来减少焊工长时间维持同一姿势所产生的疲劳。
三、焊接技巧
起弧与收弧
起弧时,要在坡口内进行引弧操作,不可以在母材表面随意地引弧,如此做是为了防止产生电弧擦伤现象。
收弧:在收弧处稍作停留,填满弧坑,防止产生弧坑裂纹。
运条方式

对于薄板或者间隙比较小的焊缝而言,有一种合适的运条方式是直线形运条,它操作起来较为简单,不过要留意把控焊接速度,才不会出现问题。
左右摆动焊条,以此让焊缝两侧充分熔合,这种方式叫锯齿形运条,它适用于中厚板焊接。
运条呈月牙形状,能够达成焊缝成形具备美观的效果,实现熔合处于良好的状态,适用于那些对于焊缝有着较高要求的情况。
圆圈形运条:适用于厚板多层焊,可防止焊缝中心产生过高余高。
焊接参数控制
电流调节,要依据焊条直径,还要参照焊件厚度,并且结合焊接位置,进而合理调节焊接电流,保证电弧稳定,达成熔深合适的状态。
电弧电压要和电流相匹配,这样以确保电弧长度处于合适状态,防止出现飞溅过大的情况,还要避免电弧变得不稳定。
关于焊接相关的速度方面,其速度应当保持均匀,倘若速度过快,那么就容易致使出现未熔合这种情况,要是速度过慢,又容易引发焊缝过热或者烧穿的状况。
四、安全注意事项
防触电
焊接前检查焊机、电缆、焊钳等设备是否完好,绝缘是否良好。
防止于潮湿环境里进行焊接操作,在焊接期间不可以用手去触碰焊件亦或是焊钳的金属部位。
防火防爆
焊接现场应清除易燃易爆物品,配备灭火器材。
进行焊接操作,当处于易燃易爆的场所之时,要去办理动火审批的相关手续,还要采取必要的、针对防火防爆方面的措施。
防辐射

实施焊接操作的时候,务必要佩戴符合相应标准的焊接面罩,进而避免电弧光针对眼睛以及皮肤所造成的损害。
避免长时间直接观察电弧,必要时可使用滤光片或遮光板。
防烫伤
从事焊接工作时,会产生熔渣,其温度很高,同时还会有飞溅物,温度同样很高,这种情况下,要穿戴好防护服,还要穿戴好手套,以此避免被烫伤。
焊接完成后,不得立即触摸焊件或焊缝,防止烫伤。
防中毒
在那种处于封闭状态或者空气流通状况不太好的环境里施行焊接操作的时候,应当佩戴能够起到呼吸防护作用的相应设备,以此来避免吸入那些有害性质的气体以及烟尘。
对铜、铅、锌等有色金属进行焊接之时,要采取特殊防护举措,以此来防止出现中毒情况。
五、不同焊接位置的姿势调整
水平固定管(全位置焊接)
下向焊,是焊工处于管道下方,将焊枪由上而下进行焊接,这种焊接方式适用于薄壁管道。
站在管道上方的焊工,以自下而上的方式进行焊接,这种焊接方式被称作上向焊,它适用于厚壁管道,在此过程中需要十分注意把控熔池,使其不发生下坠的情况。
垂直固定管
立焊时,焊工要让身体维持稳定状态,焊枪需与焊缝保持垂直,或者稍微作出倾斜,还要运用恰当的运条方式,以此来控制熔池的形状。
斜45°固定管
于管道倾斜角度,去对身体姿势予以调整,焊枪角度,应与焊缝位置相适应,以此来确保电弧稳定,并且熔合良好。










