魔鬼在细节:从失效分析视角看机加工缺陷如何颠覆机械完整性
魔鬼在细节:从失效分析视角看机加工缺陷如何颠覆机械完整性在高端制造领域,我们常常将信任寄托于先进的合金材料和精密的设计图纸。然而,为什么那些由认证材料制成、设计参数完美的关键部件


容器接管或盲板法兰接管的焊接坡口形式及其焊接工艺的制作方法
本发明涉及一种焊接坡口形式,同时还涉及一种容器接管或盲板法兰接管的焊接工艺。背景技术:对于压力容器承压焊缝质量要求较高,手工电弧焊单面焊双面成型技术,虽然可以保证焊接质量


第6章 焊接坡口、焊前清理及气体保护
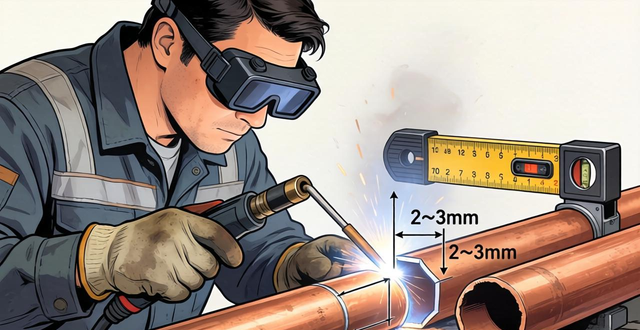
氩弧焊技术入门与提高(第三版)6.1 焊接坡口第6章焊接坡口、焊前清理及气体保护6.1焊接坡口焊接坡口的设计,一般来说都是在焊接操作的可达性和坡口加工的经济性两者之间选择。

管道焊接工程施工技术交底(19页)(19页).docx
管道焊接技术交底工程名称施工单位施工部位7,95010,630交底部位管道焊接一,钢管进场进入现场的螺旋缝电焊钢管,管件和接口材料,必须具有制造厂的产品合格证及性能检测报告

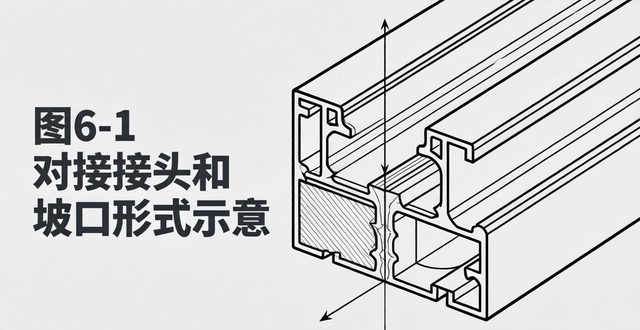
机械设计-焊接坡口设计方法
焊接坡口与焊接变形焊接坡口与焊接变形焊接接头形式及坡口选用焊接变形产生的原因焊接结构设计与坡口设计焊接变形的控制与矫正接头型式与坡口的准备1焊接接头的型式 接头主要有对接角接T形接