铆工技术
常用工具
火焰矫正
钣金展开
焊接技术
坡口类型
焊接符号
行业资讯
联系方式
登录
注册
找回密码
铆工技术
常用工具
火焰矫正
钣金展开
焊接技术
坡口类型
焊接符号
行业资讯
联系方式
登录
注册
找回密码
2.7W+
6929
更多资料
搜索内容
mgll
管理员
这家伙很懒,什么都没有写...
关注
私信
文章
717
收藏
0
粉丝
0
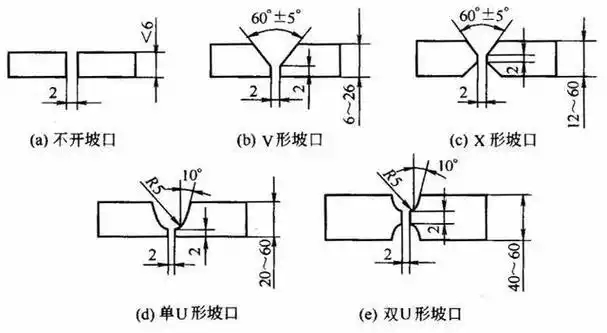
焊接工艺的基础之焊缝坡口的基本形式与尺寸
当焊件厚度增大时,采用双Y形代替V形坡口,在同样厚度下,可减少焊缝金属量约1/2,并且可对称施焊,焊后的残余变形较小。 (4)钝边焊件开坡口时
坡口类型
# 焊接工艺
# 坡口形式
# V形坡口
1个月前
38
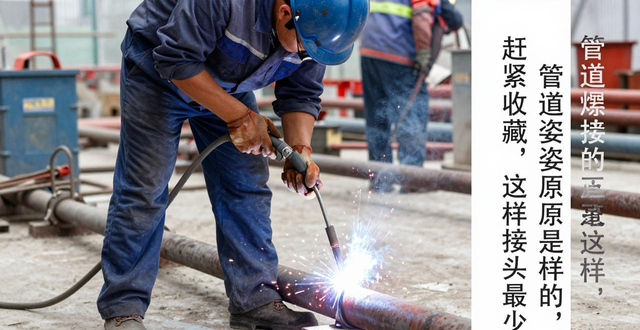
管道焊接的正确姿势原来是这样的,赶紧收藏,这样接头最少
管道焊接的正确姿势对焊接质量、焊工操作效率和安全性至关重要。以下从焊接准备、操作姿势、焊接技巧和安全注意事项等方面
坡口类型
# 管道焊接
# 焊接准备
# 操作技巧
9天前
38
给排水设计 | 管道的加工及连接
外观检查,用肉眼或放大镜观察,焊缝处焊肉堆纹粗细,厚薄均匀,整齐、尺寸是否合乎标准,以及焊缝处有无夹渣、气孔、裂纹、管子内外表面有无残渣、弧坑焊瘤。
坡口类型
# 焊接技术
# 给排水设计
# 管道加工
5天前
38
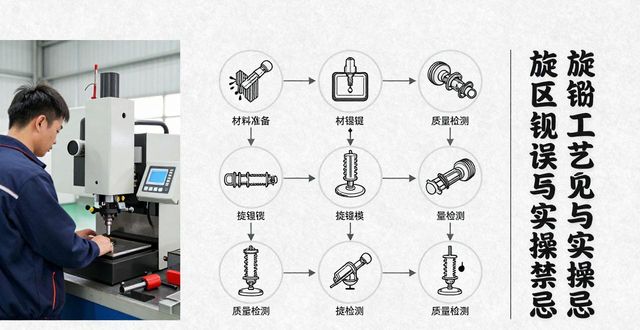
旋铆工艺常见误区规避与实操禁忌手册
1. 针对性原则:聚焦生产现场高频误区与典型陋习,摒弃理论化内容,重点拆解可落地的规避方法与纠正措施,贴合一线实操场景;2
常用工具
# 旋铆工艺
# 误区规避
# 实操禁忌
7天前
38
无缝钢管焊接坡口加工质量
一、坡口加工的重要性(一)实现接口全焊透通常而言,为了保障焊接位置的稳定性就必须使熔敷金属的厚度与管壁保持一致。相连处的焊缝能够两面成型,防止虚焊、假焊问题的出现。
坡口类型
# 焊接质量
# 坡口加工
# 无缝钢管
1个月前
38
电弧焊工具主要有哪些?
电弧焊是通过电弧对焊接工件的局部加热,使连接处的金属融化,再加入填充金属而结合的方法。电焊机为电弧提供电源,分为交流电焊机和直流电焊机两类。应用比较普遍的是交流电焊机。
常用工具
# 焊接方法
# 焊接技术
# 电弧焊
1个月前
38
V形坡口板对接平焊操作指南:从准备到焊接全过程详解
01V形坡口板对接平焊准备1. 焊前准备在进行V形坡口板对接平焊之前,需要充分的准备。1.1 试板准备在此过程中,选用Q235钢作为材料
坡口类型
# 填充焊
# V形坡口板对接平焊
# 焊接操作指南
1个月前
37
圆弧钢板怎么进行钣金折弯
钣金一般都是折弯直角钣金件,部分非直角的折弯钣金件。还有一种是折弯大圆角的钣金件,即折圆弧的钣金件。常见的折弯模具都是90度折弯模具,那么圆弧钢板怎么进行钣金折弯呢?
钣金展开
# 钣金折弯
# 加工效率
# 折弯角度
15天前
37
焊接试板及钢管坡口加工
****采购项目询价公告本单位拟采购以下服务项目,欢迎具有相应资质能力的服务商积极参与,现将有关采购信息说明如下:服务内容及要求本项目名称为“焊接试板及钢管坡口加工服务”
坡口类型
# 焊接试板
# 钢管坡口加工
# 采购项目
8天前
37
更多“铜管对口焊接时必须坡口,坡口角度为(),对口间隙应为2~3m…”相关的问题
A.20°~25°B.25°~30°C.30°~45°D.45°~60°请帮忙给出正确答案和分析,谢谢!
坡口类型
# 焊接
# 坡口角度
# 管材
9天前
37
加载更多
在手机上浏览此页面
登录
没有帐号?立即注册
用户名或邮箱
登录密码
记住登录
找回密码
登录
注册
已有帐号,立即登录
设置用户名
设置密码
重复密码
注册