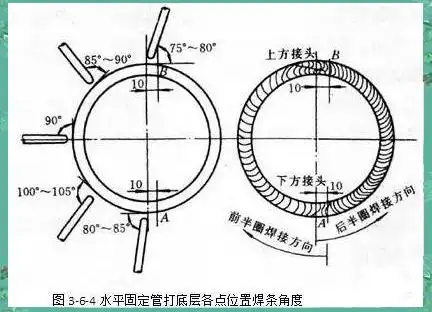
小径管对接焊技术详解:开坡口到盖面层的全攻略
01小径管对接焊流程开坡口与装配技巧选用20无缝钢管作为试件材料,规格为60mm x 4mm,坡口设计为60°V形,确保单面焊双面成形。试件的装配过程中,需仔细修磨钝边
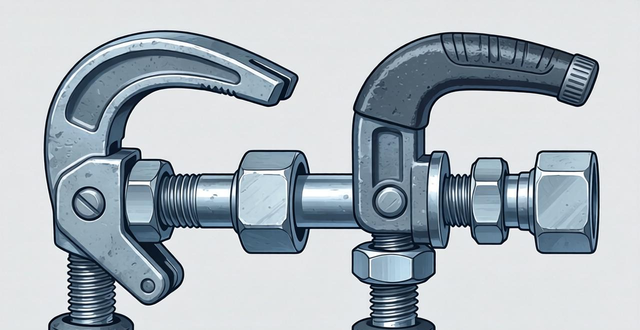
一种用于小规格铆钉铆接的手动压铆工具的制作方法
技术简介:传统铆接工具在狭小空间和薄壁件铆接时存在冲击力大、操作不便等问题。本实用新型设计手动压铆工具,采用曲柄滑块机构,通过把手转动驱动顶杆,结合高强度材料和可调螺纹顶杆结构
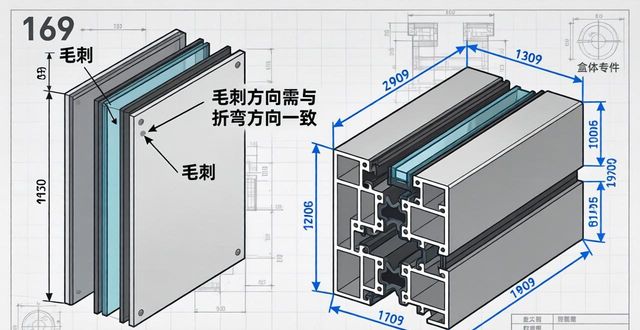
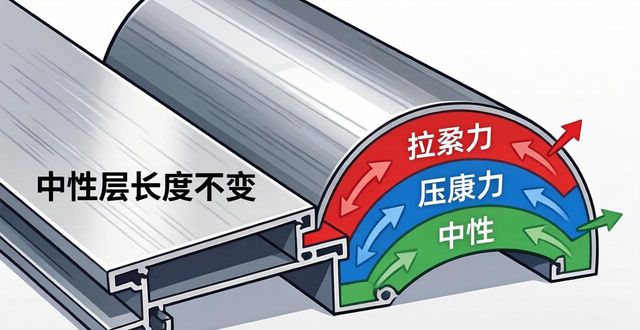
钣金件展开计算方法及工艺处理.docx
钣金件展开计算方法及工艺处理.docx,钣金开放计算方法及工艺处理 、钣金件开放方法: 1、开放的计算原理: 板材在弯曲过程中外层客观存在到拉应力,内层受以压应力

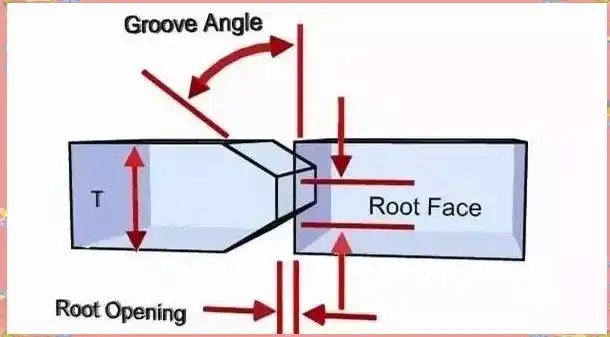
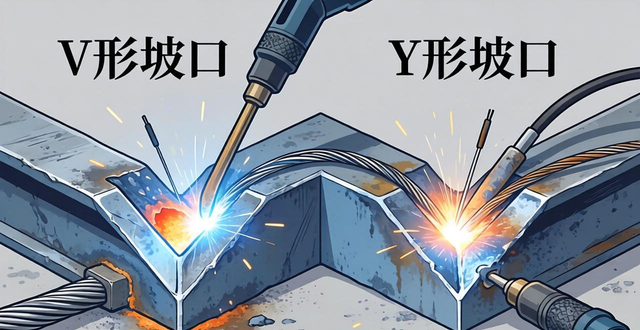
机械原理:深入解析焊接前的坡口形状选择与应用
011.焊接前准备的重要性在焊接过程中,为了保证焊缝的牢固和质量,焊接前的准备工作显得尤为重要。其中,对工件需要焊接处的加工是关键环节之一。这些加工可以通过气割或切削等方式完成