坡口类型共301篇 第12页
排序

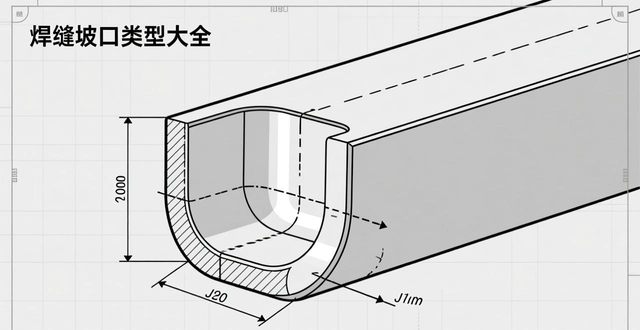
国家管网西部管道公司首次实战应用管道对接V型坡口全自动焊接技术取得成功
“一次焊接合格率100%!‘V型对接坡口全自动焊接技术’首次实践应用取得了成功!这不仅提升了中心维抢修能力,更是一次技术突破。

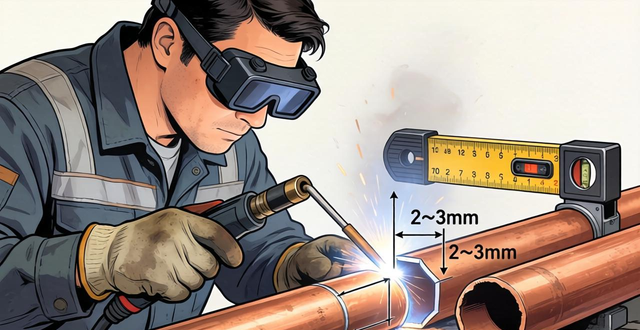
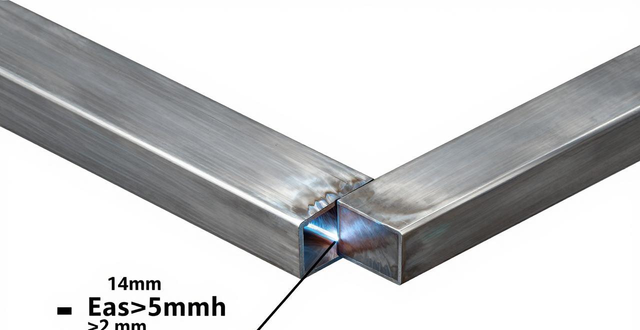
对接焊缝的工艺要求.docx
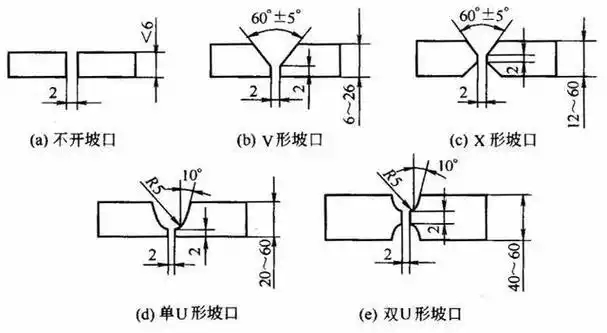
1、 所有对接焊缝的表面不得低于母材,且于母材应圆滑过渡。2、 (t为对接处较薄板的厚度)。3、 板厚超过14mm寸应在接头处开坡口,坡口深度应不小于5mm反面碳弧气刨清根后