铆工技术
常用工具
火焰矫正
钣金展开
焊接技术
坡口类型
焊接符号
行业资讯
联系方式
登录
注册
找回密码
铆工技术
常用工具
火焰矫正
钣金展开
焊接技术
坡口类型
焊接符号
行业资讯
联系方式
登录
注册
找回密码
坡口类型
共304篇
第15页
排序
更新
浏览
点赞
评论
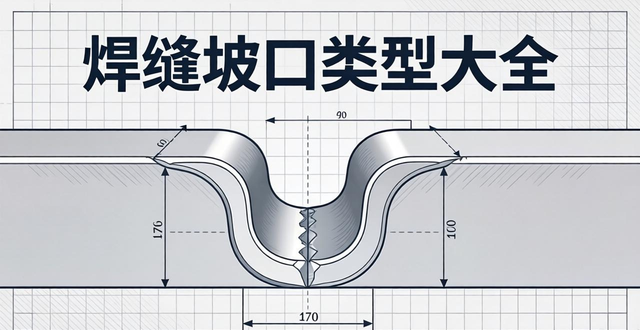
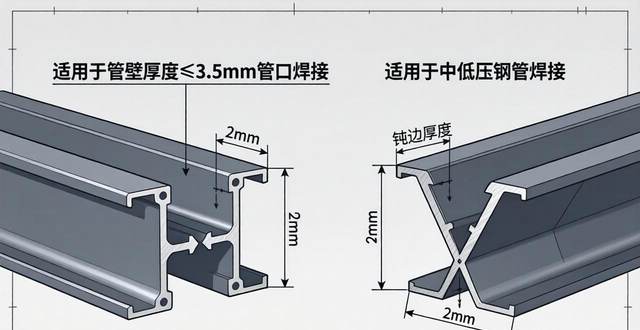
焊缝坡口类型大全
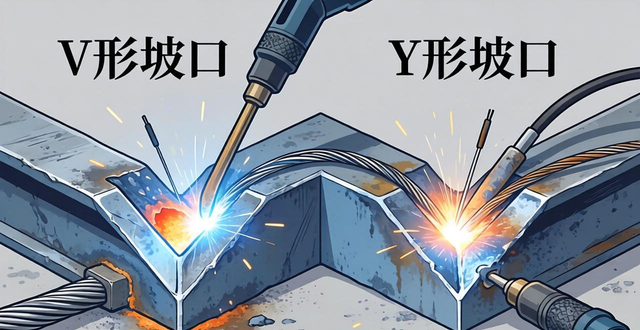
单面V形坡口适用于中、薄板焊接,坡口加工方便,但焊接后角变形较大;双面V形坡口能避免过大的角变形,常用于较厚板的焊接。 - X形坡口(X-groove):类似“X”形状
# 焊接工艺
# 坡口形式
# 焊接质量
mgll
17天前
46
常见焊缝缺陷的修补方法
概述 目前,产品焊接的方法普遍使用手工钨极氩弧焊、CO2气体保护焊、焊条电弧焊、埋弧焊、熔化极气体保护焊等,而对焊缝缺陷返修一般采用焊条电弧焊或手工钨极氩弧焊。
# 焊接工艺
# 焊前准备
# 焊后处理
mgll
17天前
58
焊接坡口制作时要考虑到哪些方面
坡口就根据设计和工艺的需要,将焊件的待焊区域加工并装配成一定几何形状的沟槽,从而保证焊缝厚度满足技术条件。坡口的形状有I型、V形、Y形、U形、J形、K形、X形等
# 焊接工艺
# 坡口加工
# 坡口设计
mgll
17天前
48
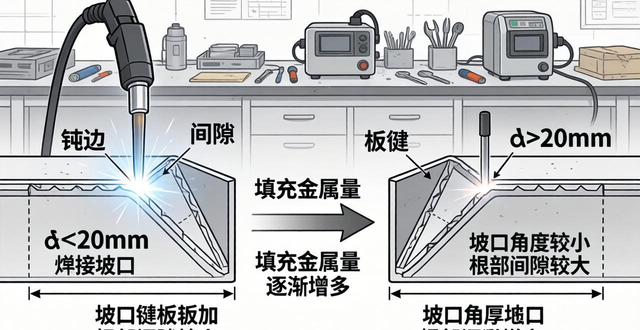
焊接坡口的钝边和间隙各起什么作用
坡口和钝边的主要作用是为了焊接厚板材时候能够焊透,焊条能直接触及焊缝根部,从而保证焊缝的完全融合。
# 焊接工艺
# 焊接坡口
# 钝边作用
mgll
17天前
33
不锈钢管道坡口免充氩焊接方法与流程
本发明涉及焊接,尤其涉及不锈钢管道坡口免充氩焊接方法。背景技术:1、工程上不锈钢管道实施免充氩正式焊接前,首先实施完成坡口组对点固焊。
# 焊接
# 流程
# 不锈钢管道
mgll
17天前
37
焊接工艺的基础之焊缝坡口的基本形式与尺寸
当焊件厚度增大时,采用双Y形代替V形坡口,在同样厚度下,可减少焊缝金属量约1/2,并且可对称施焊,焊后的残余变形较小。 (4)钝边焊件开坡口时
# 焊接工艺
# 坡口形式
# V形坡口
mgll
17天前
36
焊接接头及坡口及组对技术
焊接接头及坡口及组对技术
# 焊接接头
# 坡口
# 管材坡口
mgll
20天前
35
焊接坡口制作时要考虑到哪些方面
坡口就根据设计和工艺的需要,将焊件的待焊区域加工并装配成一定几何形状的沟槽,从而保证焊缝厚度满足技术条件。坡口的形状有I型、V形、Y形、U形、J形、K形、X形等
# 坡口形式
# 焊接坡口
# 坡口加工
mgll
20天前
47
挖机大臂焊接坡口设计的核心意义
挖机大臂焊接坡口设计的核心意义-挖机大臂焊接坡口设计的核心意义
# 焊接质量
# 材料特性
# 焊接坡口设计
mgll
20天前
49
9.1 焊接基本原理
9.1 焊接基本原理9.1.1 焊接的物理本质在工程实际中,材料的连接一般可通过三种方法实现,即机械连接、焊接和粘接,其中,材料机械连接的主要方式是铆接和螺栓连接
# 焊接
# 基本原理
# 热过程
mgll
20天前
34
加载更多
在手机上浏览此页面
登录
没有帐号?立即注册
用户名或邮箱
登录密码
记住登录
找回密码
登录
注册
已有帐号,立即登录
设置用户名
设置密码
重复密码
注册