
坡口类型共304篇 第2页
排序




机械设计-焊接坡口设计方法
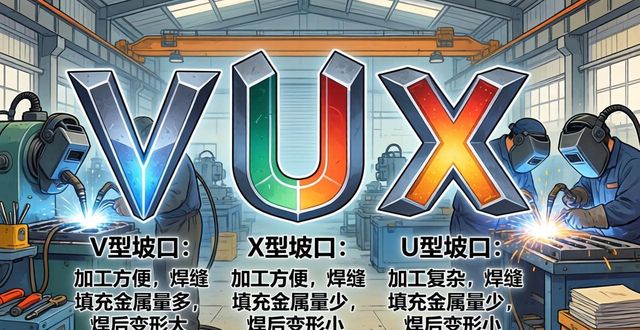
焊接坡口与焊接变形焊接坡口与焊接变形焊接接头形式及坡口选用焊接变形产生的原因焊接结构设计与坡口设计焊接变形的控制与矫正接头型式与坡口的准备1焊接接头的型式 接头主要有对接角接T形接

12mm低碳钢V型坡口立对接单面焊
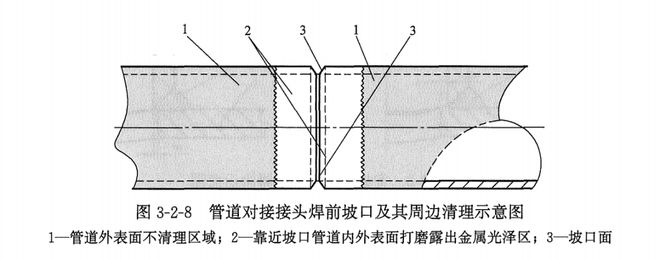
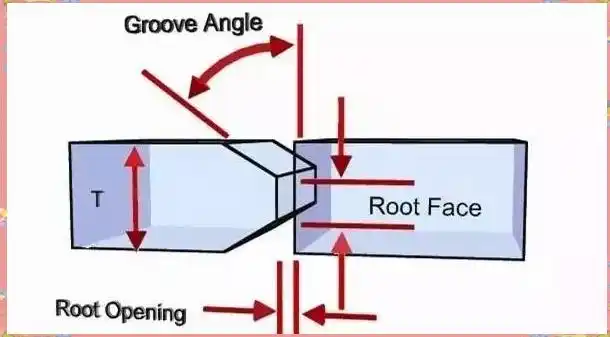
①试件装配: 钝边:修磨钝边0.5—1mm,无毛刺。 焊前清理:清理坡口及坡口正反面两侧各20mm范围 内的油污、锈蚀等。 装配间隙:始端3.2mm,终端4.0mm,修正钝边0.5
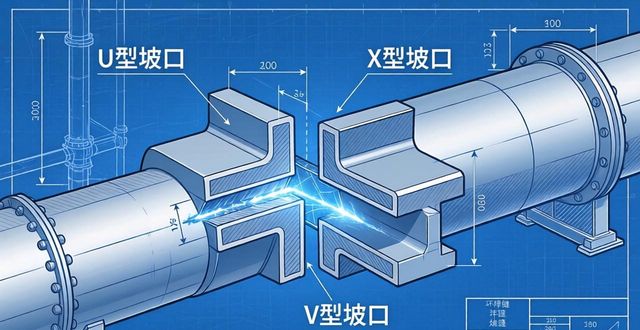
机械原理:深入解析焊接前的坡口形状选择与应用
011.焊接前准备的重要性在焊接过程中,为了保证焊缝的牢固和质量,焊接前的准备工作显得尤为重要。其中,对工件需要焊接处的加工是关键环节之一。这些加工可以通过气割或切削等方式完成

