
坡口类型共339篇 第26页
排序


热裂纹的主要产生原因及预防措施
裂纹是降低焊接结构使用性能最危险的焊接缺陷之一,焊缝中禁止出现任何形式的裂纹。焊接裂纹是指在焊接应力及其他致脆因素共同作用下,使材料的原子结合遭到破坏,形成新界面而产生的缝隙。
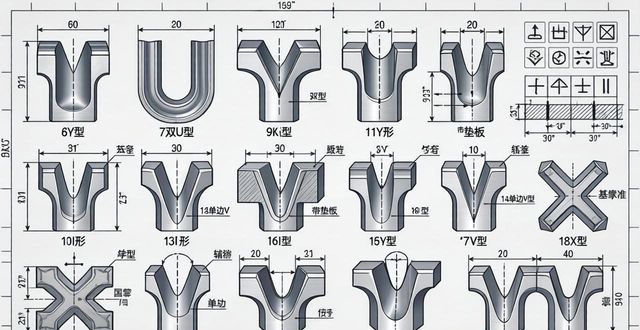
常用的坡口形式及焊缝符号表示
三常用的坡口形式 常用坡口形式包括:Y形坡口VY形坡口带钝边U形坡口I形坡口V型带垫板坡口Y型带垫板坡口双U型坡口带钝边双Y型坡口带钝边K型坡口I型坡口T接Y形坡口T接V型带垫板T


02气割坡口工艺规程 Microsoft Word 文档
一、目的为了提高公司的气割坡口的工艺水平,保证产品质量,提高生产效率。二、适用范围本操作规程适用于公司的气割坡口作业。三、内容1、准备工作1.1熟..


国家管网西部管道公司首次实战应用管道对接V型坡口全自动焊接技术取得成功
“一次焊接合格率100%!‘V型对接坡口全自动焊接技术’首次实践应用取得了成功!这不仅提升了中心维抢修能力,更是一次技术突破。
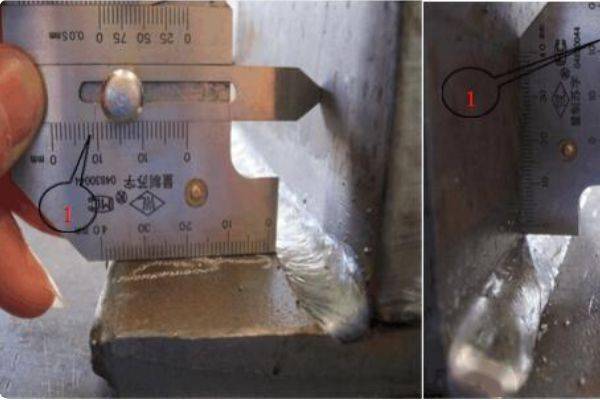
小技巧|焊缝深度焊角测量尺怎么用?
先用主体测量角靠紧焊缝的一边,然后旋转多用尺的测量角靠紧焊缝的另一边,看多用尺上的指示值,即为焊缝宽度。 先用主体测量角紧靠焊缝的一边,然后旋转多用尺的测量角靠紧焊缝的另一边
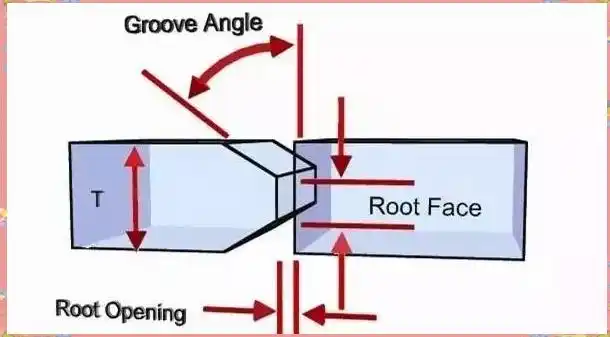
机械原理:深入解析焊接前的坡口形状选择与应用
011.焊接前准备的重要性在焊接过程中,为了保证焊缝的牢固和质量,焊接前的准备工作显得尤为重要。其中,对工件需要焊接处的加工是关键环节之一。这些加工可以通过气割或切削等方式完成

