坡口类型共339篇 第29页
排序
焊缝质量标准和焊缝一,二,三级分类全在这里了!
2、焊缝裂纹:为防止裂纹产生,应选择适合的焊接工艺参数和施焊程序,避免用大电流,不要突然熄火,焊缝接头应搭10~15mm,焊接中木允许搬动、敲击焊件。 2
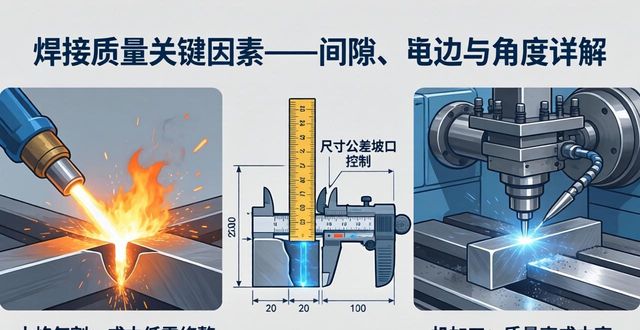
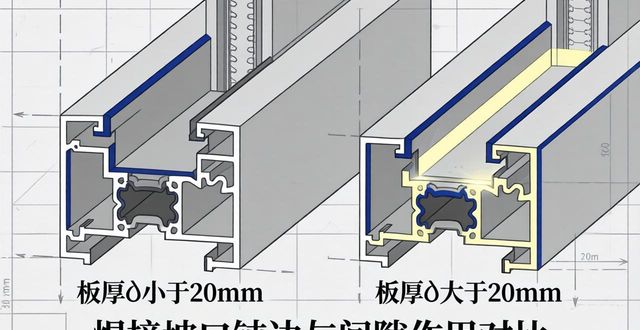
焊接质量关键因素——间隙、钝边与角度详解
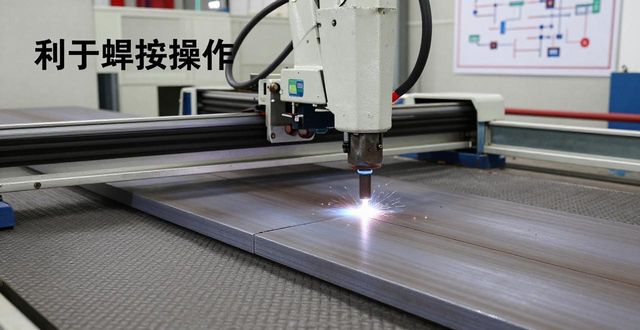
011. 焊接质量影响因素金鲁鼎焊接强调,焊接过程中的三个关键参数——焊接间隙、钝边尺寸以及坡口角度,对最终的焊接质量产生深远影响。坡口,作为焊接的重要组成部分



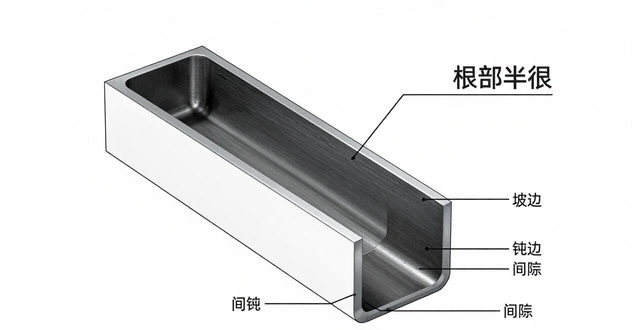
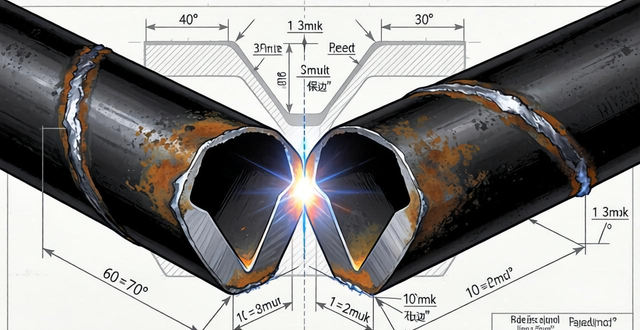
焊接质量的关键:坡口几何及其应用详解
01坡口几何尺寸的重要性在焊接过程中,坡口在保证焊透性、优化金属比例方面起着基础性作用。开坡口的核心目的在于确保焊缝根部的焊透性,使得焊接热源能够深入接头的根部