
坡口类型共304篇 第5页
排序
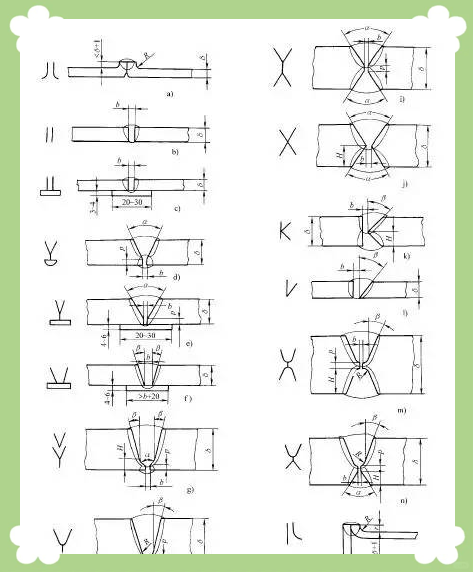
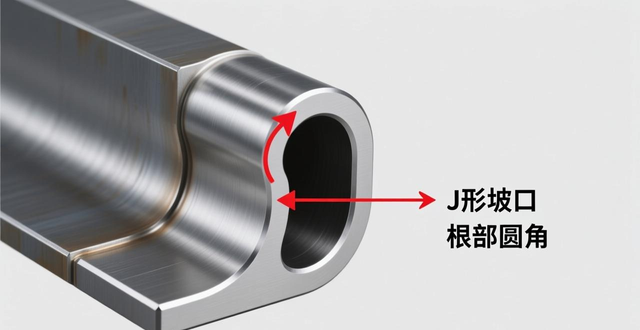

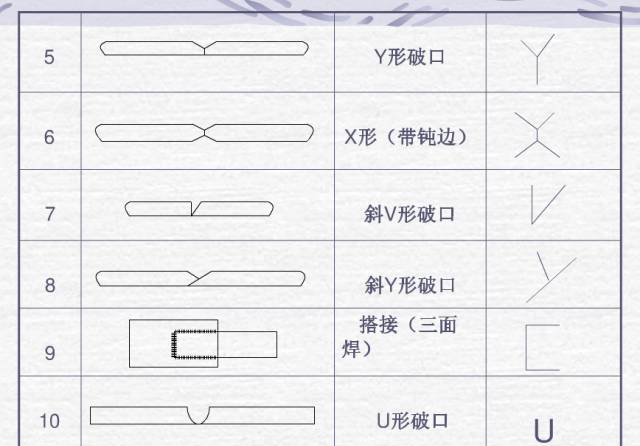
焊接图纸符号全面解析与示例
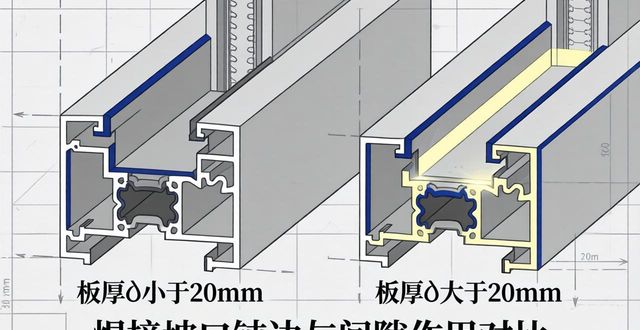
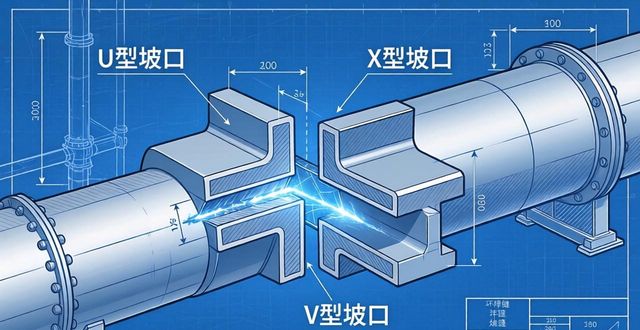
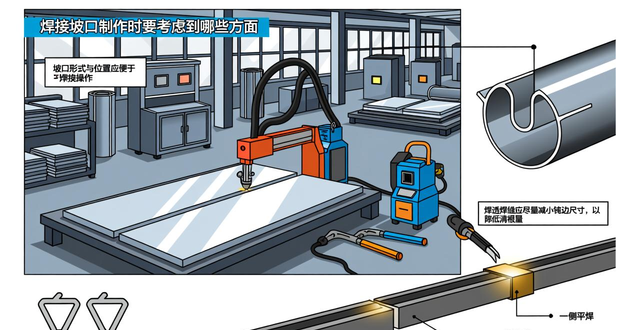
基本坡口符号详解坡口,作为焊接图纸中的关键符号,直接关系到焊接的质量和效率。它表示的是工件边缘的几何形状,为焊工提供了明确的操作指南。通过深入了解各种坡口符号的含义和特点

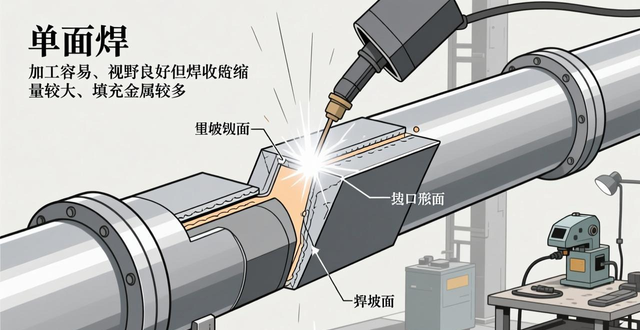
高效焊接管道斜焊缝的方法探讨
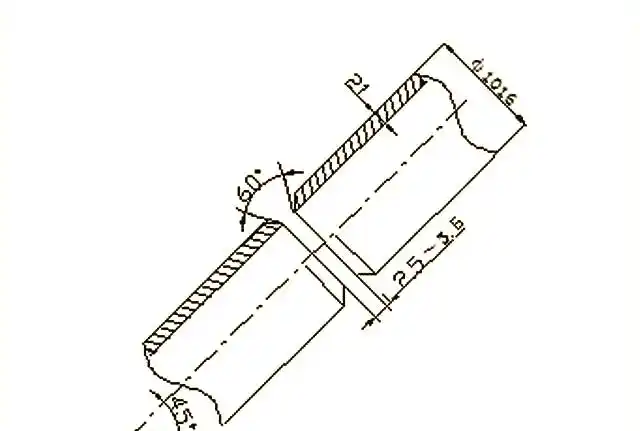
如何高效焊接管道斜焊缝?以一个典型的φ1016×21mm X70钢管斜45°为例,我们将深入探讨管道斜焊缝的焊接技巧。01高效焊接斜焊缝焊前准备在焊接管道斜焊缝之前
