坡口类型共301篇 第5页
排序

形坡口焊检测
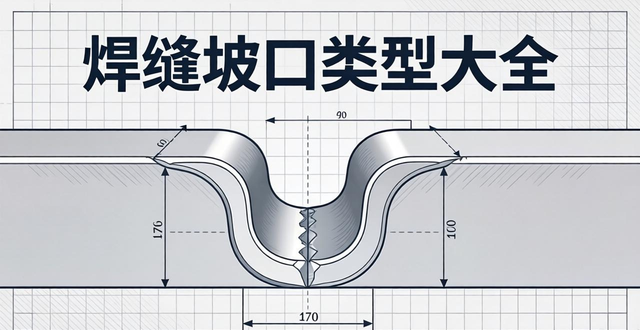
第三方形坡口焊检测机构北京中科光析科学技术研究所分析检测中心可以提供V形坡口、U形坡口、J形坡口、单边V形坡口、双边V形坡口、单边U形坡口、双边U形坡口、带钝边坡口、不带钝边坡口、
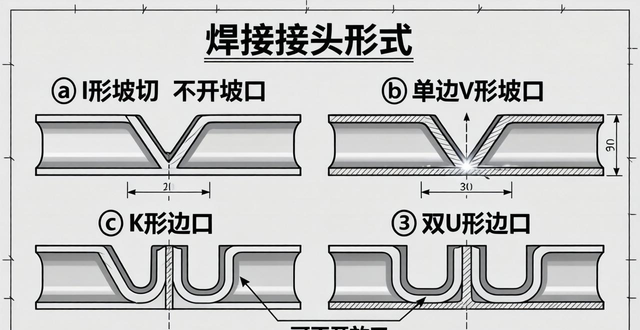

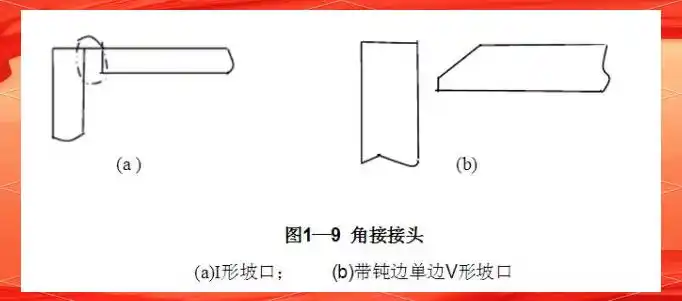
焊接接头的各种形式、及拼接方法、和开坡口尺寸详解!
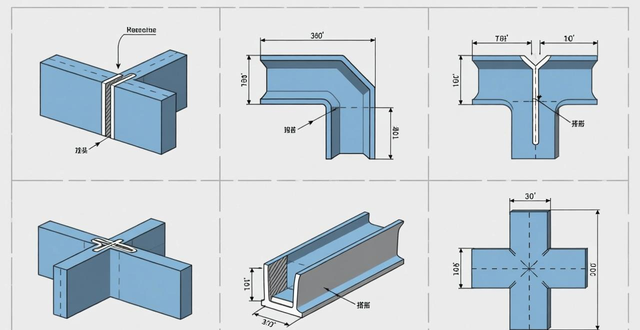
一、焊接接头的形式:有对接接头、角接接头、T形接头和搭接接头等。 对接接头是熔焊中受力比较理想的接头形式,为保证焊接质量、减少焊接变形和焊接材料消耗

钢筋焊接的技术要求
常用的焊接方法有:闪光对焊、电弧焊、电渣压力焊、气压焊、电阻点焊等。 焊接完成应适当停歇,方可回收焊剂和卸下焊接夹具,并敲去渣壳;四周焊包应均匀,凸出钢筋表面的高度应不小于4mm。
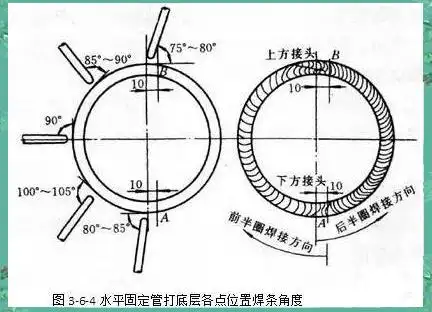
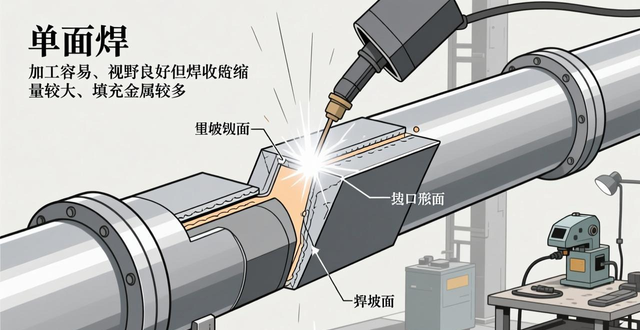
小径管对接焊技术详解:开坡口到盖面层的全攻略
01小径管对接焊流程开坡口与装配技巧选用20无缝钢管作为试件材料,规格为60mm x 4mm,坡口设计为60°V形,确保单面焊双面成形。试件的装配过程中,需仔细修磨钝边