最新发布第36页
排序
铆接方法及其工具的制作方法
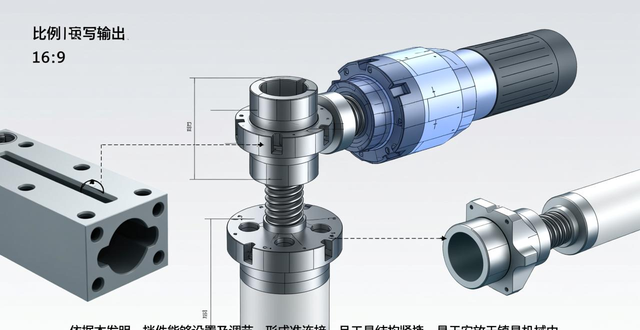
技术简介:本专利发现传统铆接中材料变形不充分导致连接强度不足的问题,提出通过柔性模具壁段配合挡件控制变形路径,实现材料冷加工硬化,提升连接可靠性。关键词:柔性模具,冷加工硬化
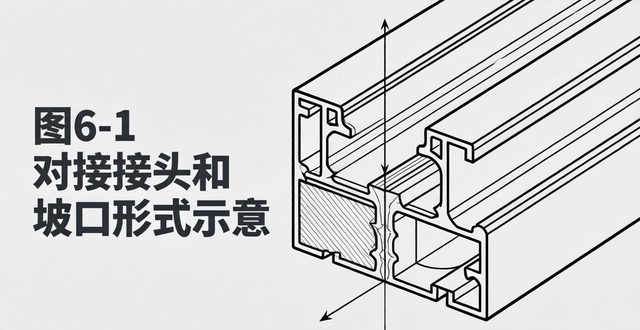
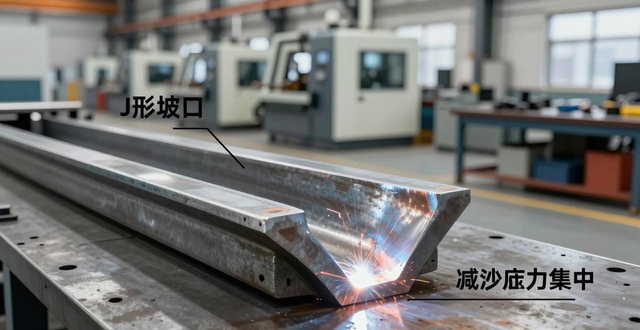
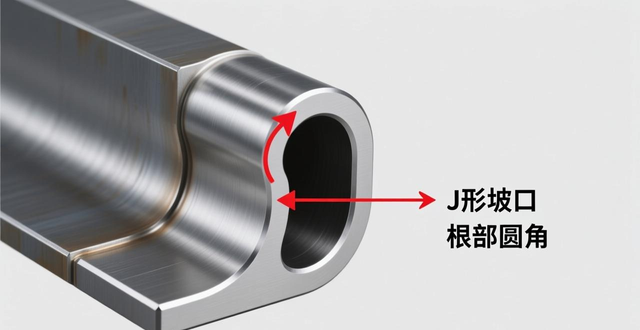
第6章 焊接坡口、焊前清理及气体保护
氩弧焊技术入门与提高(第三版)6.1 焊接坡口第6章焊接坡口、焊前清理及气体保护6.1焊接坡口焊接坡口的设计,一般来说都是在焊接操作的可达性和坡口加工的经济性两者之间选择。

了解意大利GIVI光栅尺报警(维修)对策
脉冲间隔,无负载电压,处理电压,处理电流),等),以及伺服进给速度,送丝速度等,并在加工过程中做出适当的响应,因此,控制系统需要脉冲电源与机床电气系统的密切配合

不开坡口对接立焊缝的操作方法
这种立焊法,熔深小,焊接速度快,但熔化金属和熔渣容易下坠,容易产生夹渣,需要注意避免。 这种方法熔深较大,焊条与焊缝方向的夹角为60°-80°,利用焊条端部托住熔化金属


什么是铆工?铆工是干什么的?铆工学习课程有哪些?铆工资格证书怎么考?
铆工既根据要求作出相应的金属制品 ,主要有识图和制图的知识;常用金属材料及热处理知识;能矫正变形较大或复合变形的原材料及一般结构件,能作成基本形体的展开图

CAD机械制图之钣金展开图绘图经验
钣金件是CAD机械制图中最常见的零件,怎样才能快速的绘制出钣金展开图呢?在此,小编给大家分享一下钣金展开图绘图经验,新手朋友可以学起来,希望能够帮助到大家。一