最新发布第42页
排序
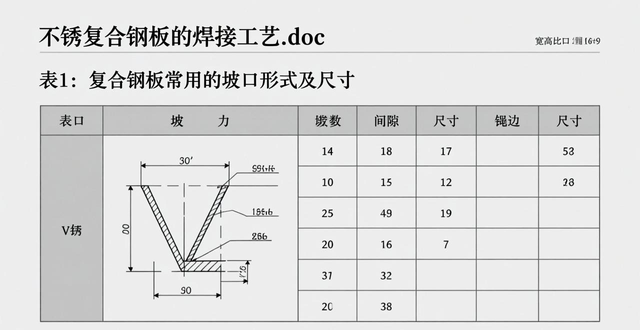
不锈复合钢板的焊接工艺.doc
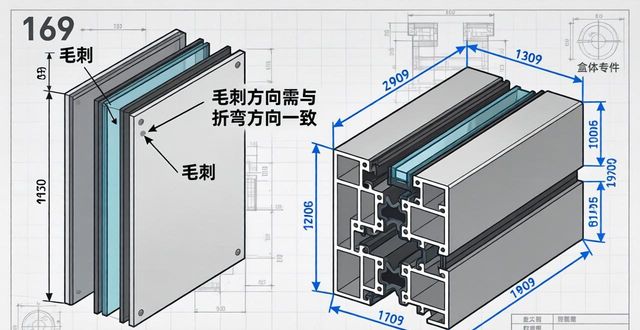
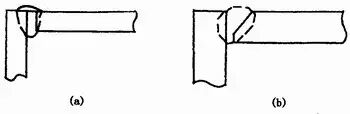
不锈复合钢板的焊接工艺(1)坡口1) 坡口形式及尺寸复合钢板常采用的坡口形式及尺寸见表1。厚度较小时,采用I形坡口;厚度较大时,可采用V形、U形、X形或V-U结合形坡口。


小径管对接焊技术详解:开坡口到盖面层的全攻略
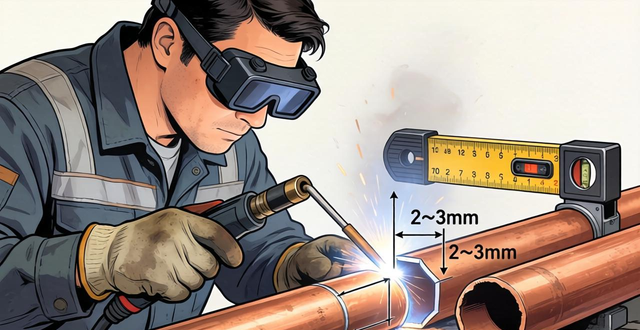
01小径管对接焊流程开坡口与装配技巧选用20无缝钢管作为试件材料,规格为60mm x 4mm,坡口设计为60°V形,确保单面焊双面成形。试件的装配过程中,需仔细修磨钝边
小径管对接焊技术详解:开坡口到盖面层的全攻略
01小径管对接焊流程开坡口与装配技巧选用20无缝钢管作为试件材料,规格为60mm x 4mm,坡口设计为60°V形,确保单面焊双面成形。试件的装配过程中,需仔细修磨钝边

2023年铆工操作工具安全技术交底
2023年铆工操作工具安全技术交底摘要本文档旨在介绍关于2023年铆工操作工具安全技术的相关信息。针对铆工在操作工具时可能遇到的安全问题,我们将提供一些解决方法,..