最新发布第66页
排序
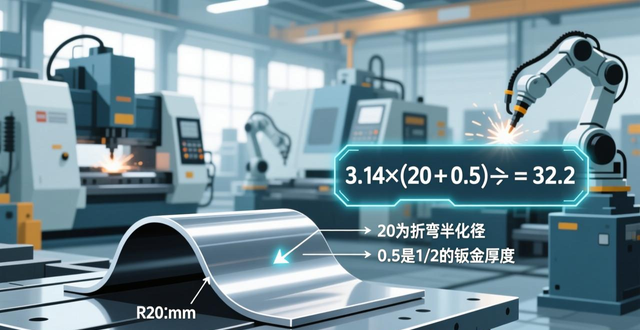
钣金加工大圆弧折弯刀数、折弯角度和展开长度计算方法
如果折弯圆弧内圆为R20板厚1mm,钣金圆弧长度计算就等于:3.14*(20+0.5)/2=32.2,其中:20是折弯半径,0.5是1/2钣金厚度,为什么除以2?

SolidWorks 2020中文版从入门到精通
SolidWorks 2020中文版从入门到精通3.6 放样特征3.6放样特征所谓放样是指连接多个剖面或轮廓形成的基体、凸台,通过在轮廓之间进行过渡来生成特征。如图3-

技巧分享丨三种钣金折弯系数计算方法,你学会了吗?
厦门宝象科技有限公司,成立于2004年8月,是SOLIDWORKS在福建的官方授权平台增值服务商和技术服务中心。2013年,公司在SOLIDWORKS和惠普工作站的合作基础上


金林钣金展开软件cad破解版 V1.8 win10最新版
金林钣金cad版破解版是一款功能强大的钣金展开软件。该软件在这个版本中改变了传统的方法,我们只需要把相关数据输入进来,就能够即刻得到放样下料所需的构件图和展开图

2026广东拉钉枪工厂采购指南
2026广东拉钉枪工厂采购指南 在珠三角的机柜组装、汽车零部件、新能源电池箱生产车间里,拉钉枪和拉铆螺母的选型从来都不是小事。一把枪的拉力稳定性、一个钉的断裂承受力












