
焊缝质量共14篇 第2页
排序

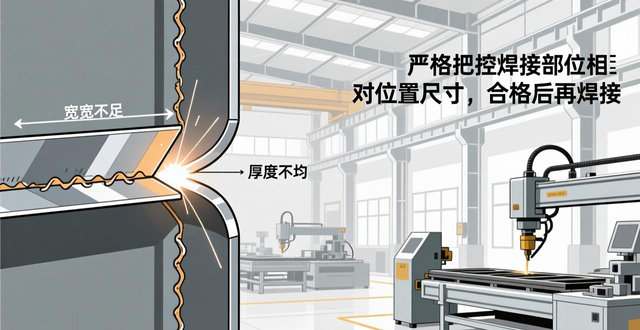
焊缝质量标准和焊缝一,二,三级分类全在这里了!
2、焊缝裂纹:为防止裂纹产生,应选择适合的焊接工艺参数和施焊程序,避免用大电流,不要突然熄火,焊缝接头应搭10~15mm,焊接中木允许搬动、敲击焊件。 2


电焊直角焊怎么焊
焊接通过下列三种途径达成接合的目的:1、熔焊——加热欲接合之工件使之局部熔化形成熔池,熔池冷却凝固后便接合,必要时可加入熔填物辅助,它是适合各种金属和合金的焊接加工,不需压力。
焊缝质量标准和焊缝一,二,三级分类全在这里了!
2、焊缝裂纹:为防止裂纹产生,应选择适合的焊接工艺参数和施焊程序,避免用大电流,不要突然熄火,焊缝接头应搭10~15mm,焊接中木允许搬动、敲击焊件。 2
