
V型坡口共8篇
排序

12mm低碳钢V型坡口立对接单面焊
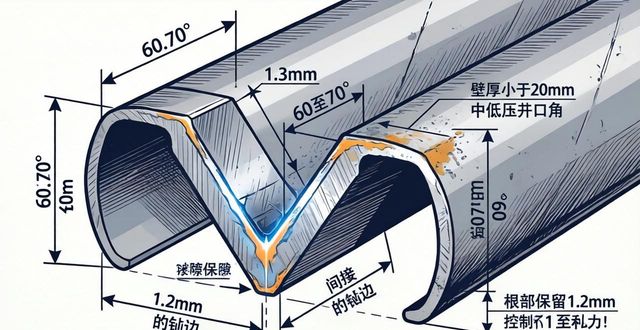
①试件装配: 钝边:修磨钝边0.5—1mm,无毛刺。 焊前清理:清理坡口及坡口正反面两侧各20mm范围 内的油污、锈蚀等。 装配间隙:始端3.2mm,终端4.0mm,修正钝边0.5
机械原理:深入解析焊接前的坡口形状选择与应用
011.焊接前准备的重要性在焊接过程中,为了保证焊缝的牢固和质量,焊接前的准备工作显得尤为重要。其中,对工件需要焊接处的加工是关键环节之一。这些加工可以通过气割或切削等方式完成
打造优质焊缝:深入解析坡口加工技巧与类型
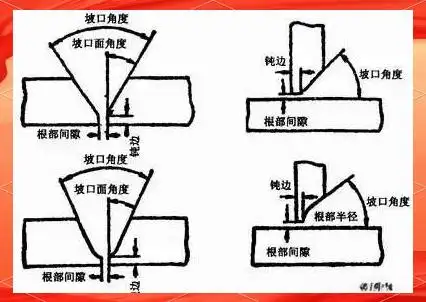
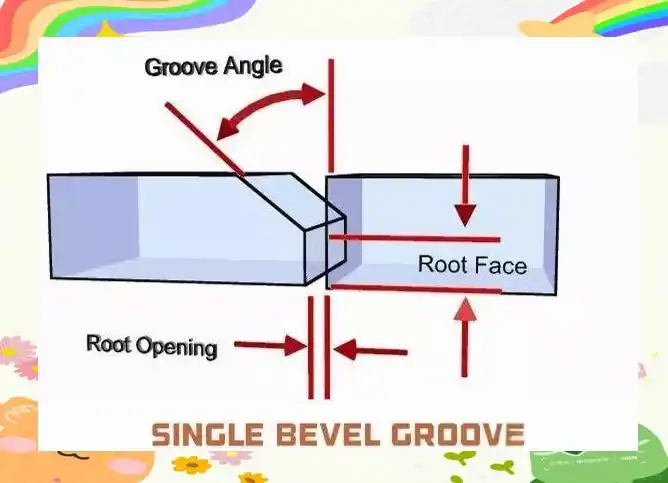
011.坡口加工基础在焊接前对工件进行坡口加工,是确保焊接质量的重要步骤。坡口可以通过气割或切削方式形成,通常呈现为斜面或曲面。例如,当需要将两块厚度均为10mm的钢板对焊时
焊接质量的关键:坡口几何及其应用详解
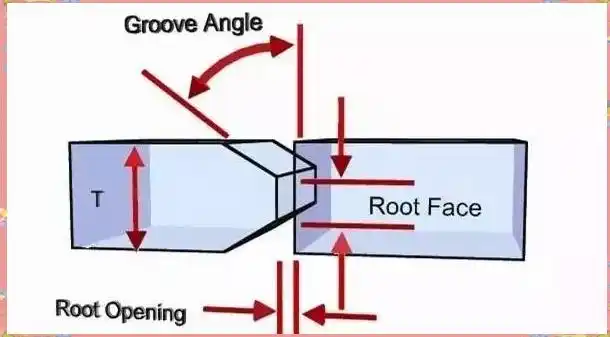
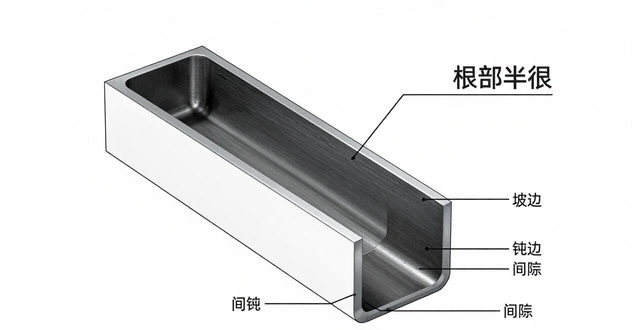
01坡口几何尺寸的重要性在焊接过程中,坡口在保证焊透性、优化金属比例方面起着基础性作用。开坡口的核心目的在于确保焊缝根部的焊透性,使得焊接热源能够深入接头的根部

焊接坡口的重要性及常见形式解析
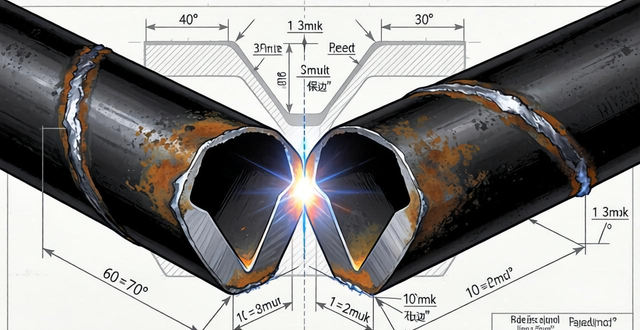
01开坡口的定义与作用在焊接过程中,为了保证焊缝的牢固性和质量,对工件需要焊接处进行特定的加工是至关重要的。这种加工通常被称为开坡口,其目的是为焊缝提供必要的空间和几何形状。
