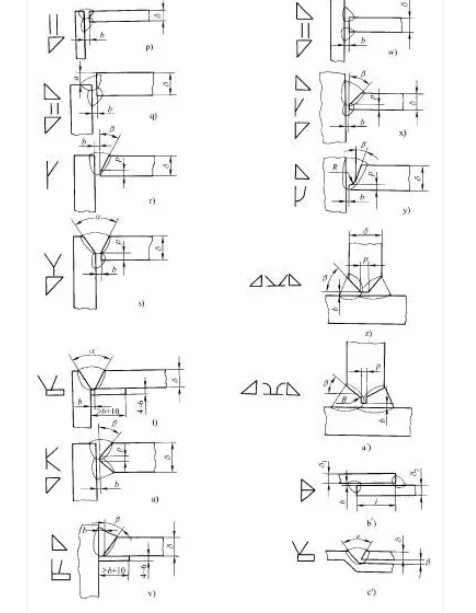

熔焊坡口形式,依据其形状划分,能分成三类,一类是基本型,其中包括I形、V形以及单V形、U形和单U形等;另一类是特殊型,像卷边的、带垫板的、锁边的以及塞焊、开槽焊这般;还有组合型,顾名思义它是由上述各型组合形成的,在下图(5-1)里绝大多数都是这种组合型的坡口。坡口形式一般依据工厂条件、工艺要求等考量以下问题进而决定。
坡口形式的决定因素

1)工厂具备加工条件,比如说采用双V形、Y形、单边V形、双单边V形、V形、I形等坡口时,能够用气割、等离子弧切割,当然金属切削方法亦是可行的加工方式。然而,双U形、带钝边U形、带钝边J形、U形、Y形坡口通常需要借助刨边机进行加工。近年来已有采用气割来完成U形坡口加工的报道,故而刨边机加工效率比热切割要低。
2)涉及可达性的优劣状况,采用诸如 Y 形、带垫板 Y 形(如同图 5 – 1e、f 所示)、带垫板 V 形、VY 形(如同图 5 – 1g 所示)、带钝边的 U 形(如同图 5 – 1h 所示)等坡口的接头,于进行施焊操作时,通常情况下可不需进行翻转,对于内径相对较小的容器或者管道,以及存在不便翻转情形的结构,为了避免出现仰焊以及无法从内侧进行施焊的状况,那么便可以采用此种坡口以及焊缝形式。
3)减少焊接材料的耗用数量,通常熔敷金属量少情况下,焊接材料(焊条、焊丝以及焊剂、保护气体)的消耗也少,还能节省加工时长。同样的板厚:Y形比双Y形坡口的熔敷金属量最多可增加达50%,双U形或UY形更加节省熔敷金属,所以对于大厚度的焊接接头,大多采用这种还算经济的坡口。
针对那些不适合运用电渣焊、电子束焊的特厚件焊缝,还会采用窄间隙焊,这是电渣焊的坡口。
4)思索焊接变形同应力,举例说,单面带焊兴许引致角部变形以及焊缝根部的极为严重的焊后残余应力,这个时候得考量材料也就是母材的特性,运用恰当的工艺以及坡口形状,从而获取达标的接头。
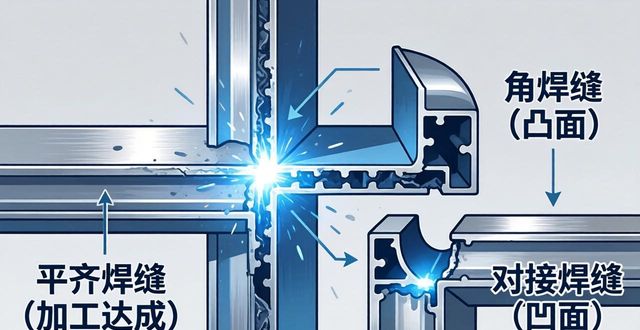
应当指明,不管是对接而成的焊缝,还是角状的焊缝,它们的焊缝表面能够是向内凹下去的,能够是向上凸起来的,也能够是处于平齐状态的,后面这种情况有时是借助加工才得以达成的。
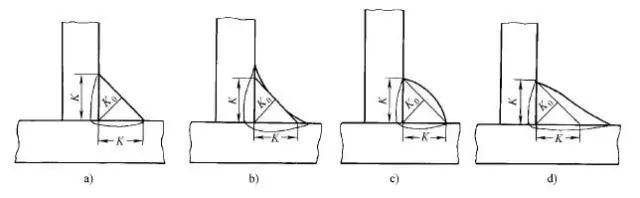
角焊缝之中,除了那三种等边角焊缝之外,存在着另外三种不等边角焊缝,在图纸的5 -3显示的直角焊缝的四种形式里,除了三种等边的平式、凹式以及凸式直角焊缝之外(可查看图5-3a至c),有平式的不等边直角焊缝(见图5-3d)。
焊脚尺寸K是角焊缝的特征尺寸,处于一种特定情况,其为焊缝内接等腰直角三角形的直角边,呈现出这样的形态,如往下所展示的图形那样。
工作接头、联系接头和密封接头
在焊接接头之中,其基本类型主要是依据所采用的焊接工艺予以区分的,实际上,这也是按照焊接结构焊缝的承载状况来进行划分的。
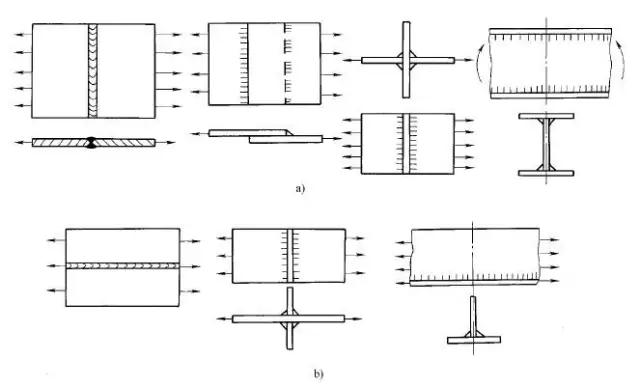
焊接结构的焊缝,也能够按照究竟是不是直接承受载荷,而区分为承载焊缝以及非承载焊缝,依习惯又被称作工作焊缝与联系焊缝,就如同图5-4所展示的那样。前者会把结构里的作用力,从一个零件传递至另一个零件,焊缝跟零(构)件是串联在一起的,这样的焊缝是一定要开展强度计算的。
其中后者的焊缝,是和零(构)件并联在一起的,会跟零(构)件一同受力,并且一起变形,即便焊缝遭到破坏,一般情况下并不会对整个结构的安全工作产生影响,而且传递作用力并非焊缝的主要任务,所以通常是可不进行强度计算的。
但严格来讲,应当认定为是整个接头,除去焊缝之外,还有熔合线、热影响区等起着这样的作用,要么承担串联或并联的直接作用载荷,要不是不直接承受那种并联的载荷,因而有资料提出了工作接头、联系接头还有密封接头。而后者重要的任务在于防止泄漏,故而大多属于工作接头。
编辑
焊接接头工作应力的分布
熔焊接头,用图5 – 1来展示,像之前所说,主要存在对接接头、角接接头、T形接头(十字接头)以及搭接接头,塞焊接头事实上同样是一种搭接接头。
于焊接接头范围内,工作应力呈现出并非均匀分布的状况,这意味着存在应力集中现象,并且各类接头应力集中的情形也并非一样。当中对接接头应力集中程度最小,其形式最为简单,力的传递所产生的转折也相对较少,所以它是最为合理的、典型的焊接接头形式。
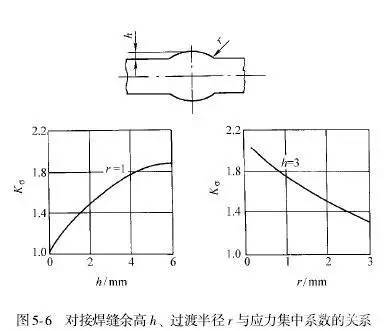
即便这样,要是对接接头出现较大的余高,并且过渡处圆弧半径较小,那么应力集中将会增大,图5 -5所呈现的乃是对接接头中应力分布的状况。图5-6展示的则是应力集中系数Kσ随着余高h以及过渡圆弧半径r的变化而产生变化的情形。
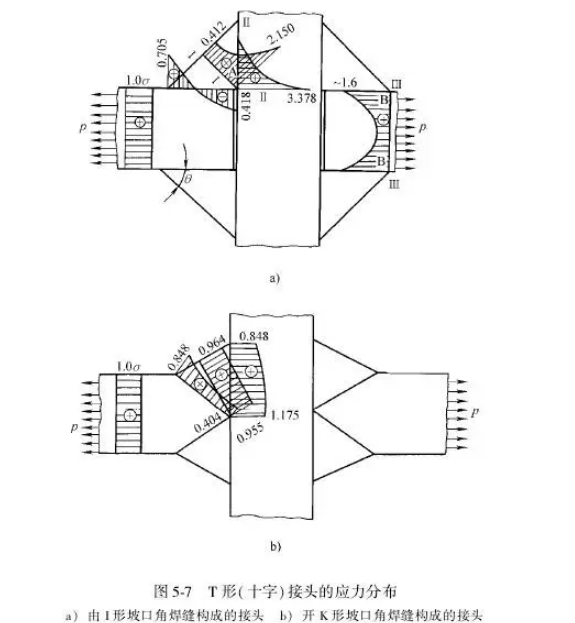
T形也就是十字接头,从母材朝着焊缝的过渡十分急剧,力的传递转折程度很大,力线发生扭曲,应力分布不均匀,容易出现较大的应力集中,它的应力分布如同图5 -7所展示的那样。从图5-7a能够看出,由不开坡口角焊缝所构成的T形也就是十字接头,就是图5 -1a所呈现的T形接头,其最大应力处于角焊缝的根部位置,像是Ⅰ – Ⅰ、 Ⅱ – Ⅱ截面的A点以及Ⅲ – Ⅲ截面的B点。
编辑
编辑

如果进行开坡口焊透操作,那么应力分布会得到极大改善,就如同图5-7b所呈现的那样。T形(十字)接头也是典型的熔焊接头,其应用范围也极为广泛 ,该接头在造船业里占据所有接头的70% ,所以让其应力分布得以改善是非常重要的。
针对Ⅰ形坡口的角焊缝所构成的T形(十字)接头,伴随焊脚尺寸的加大以及θ角的缩减(如图5-7a所示),应力集中呈现下降态势,当θ角处于小于或者大于45°的状况,也就是属于图5-3d的不等边角焊缝情形时,唯有长边顺着力线的方向(也就是θ)
构成搭接接头的是角焊缝,其应力分布十分不均匀,它并非理想的结构接头形式,在动载以及低温状况下尤其要避免采用。
然而,因为采用了搭接接头,所以装配工作极为简便,焊前准备工作单单看是简单的,构件收缩量也是小的,故而在一些受到静载的建筑结构之中,以及用薄板制造的储罐结构之中,仍然是被采用的。

运用华云豪克能超声冲击装置来消除焊接应力,对于增强焊趾的强度而言,是极为奏效的 的。
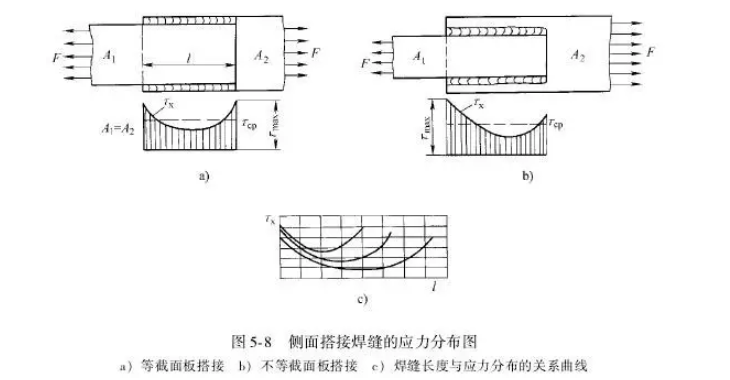
需明确指出,搭接接头能够再细分为正面搭接以及侧面搭接,在搭接接头里,不但存在角焊缝横截面上应力分布不均衡的情况(这与T形接头角焊缝相类似),并且正面和侧面搭接焊缝当中的应力分布也是不一样的,侧面搭接焊缝沿着焊缝长度的应力分布不均衡,就如同图5-8所展示的那样。
该图呈现的是仅有侧面搭接焊缝的情形,A1、A2代表搭接板的截面积,曲线是切应力Tx的分布状况,从图5-8c能够看出,当焊缝长度有所增加时,应力分布并未加剧,中段几乎不承受力。所以一些标准对承载搭接焊缝(侧面搭接)的长度做了规定。










