
戳模具人杂志关注模具行业第一微信平台
点击阅读在模具行业干久了,都会这样……
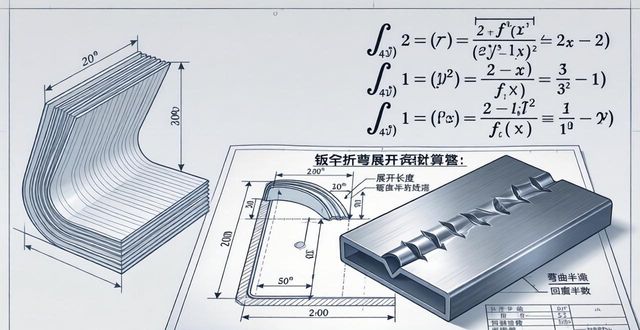
钣金进行折弯以及展平的时候,材料的一侧会出现被拉长的情况, 而它的另一侧会遭受被压缩的状况,受到下述一些因素给它带来的影响,这些因素涵盖了材料的类型,材料的厚度,材料所经历的热处理情况,还有加工方面折弯的角度。
展开计算原理:
1. 板料于弯曲进程里,外层遭受拉应力,内层承受压应力,在从拉到压的范围之间,存在一个既不承受拉力也不承受压力的过渡层,此过渡层被称作中性层;中性层在弯曲过程当中的长度,和弯曲之前是一样的,维持不变,因而中性层是用以计算弯曲件展开长度的基准。
2. 与变形程度相关的中性层位置,在弯曲半径较大且折弯角度较小时,因变形程度较小,其位置靠近板料厚度的中心处,当弯曲半径变小且折弯角度增大时,随着变形程度增大,中性层位置逐渐向弯曲中心的内侧移动,中性层到板料内侧的距离用λ表示。
展开计算的基本公式:
展开长度 = 料内+料内+补偿量
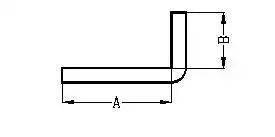
1)一般折弯:(R=0, θ=90°)

L=A+B+K
1. 当0≤T≤0.3时, K=0
2. 对于铁材:
a.当0.3≤T≤1.5时, K=0.4T
b. 当1.5≤T≤2.5时, K=0.35T
c. 当 T>2.5时, K=0.3T
3. 对于其它有色金属材料如AL,CU:
当 T<0.3时, K=0.4T
注: R≤2.0时, 按R=0处理.
2)一般折弯 (R≠0 θ=90°)
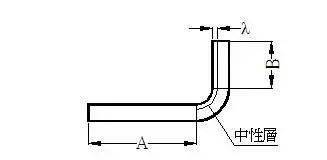
L=A+B+K K值取中性层弧长
1. 当T≤1.5 时 λ=0.5T
2. 当T>1.5时 λ=0.4T
3)一般折弯 (R=0 θ≠90°)
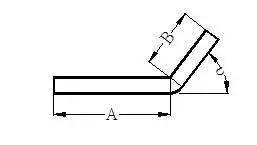
L=A+B+K’
1. 当T≤0.3 时 K’=0
2. 当T<0.3时 K’=(u/90)*K
注: K为90∘时的补偿量
4)一般折弯 (R≠0 θ≠90°)
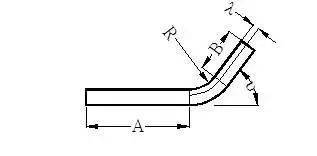
L=A+B+K
1. 当T≤1.5 时 λ=0.5T
2. 当T>1.5时 λ=0.4T
K值取中性层弧长
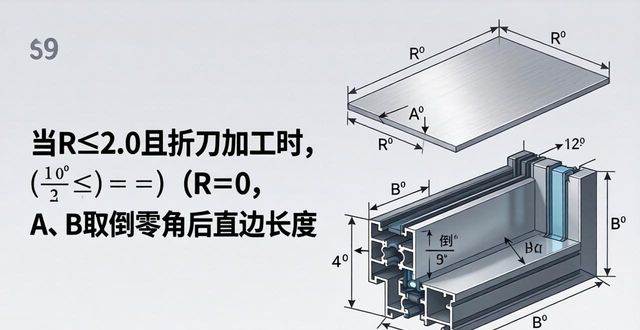
需注意,当R小于或等于2.0,并且是采用折刀进行加工时,那么就要按照R等于0来进行计算,A、B依据倒零角之后的直边长度去取值。
5)Z折1(直边段差)
1. 当H>5T时, 分两次成型时,按两个90°折弯计算
2. 当H≤5T时, 一次成型, L=A+B+K
K值依附件中参数取值
6)Z折2(斜边段差)
1. 在H小于等于2T的这种情况之下,采用的是按照直边段差的那种方式来进行计算,具体而言就是,展开的长度等于展开之前的总长度加上K。
K=0.2
2. 当H>2T时, 按两段折弯展开(R=0 θ≠90°).
7)抽孔
抽孔尺寸的计算原理乃是体积不变原理,也就是说抽孔之前与之后材料的体积是保持不变的,通常情况下的抽孔,按照下列公式进行计算,该式中的参数能在右图看到,假设预冲孔为X,并且还要加上修正系数–0.1。
1. 若抽孔为抽牙孔(抽孔后攻牙), 则S按下列原则取值:
T≦0.5时取S=100%T
0.5
T≧0.8时取S=65%T
一般常见抽牙预冲孔按附件一取值
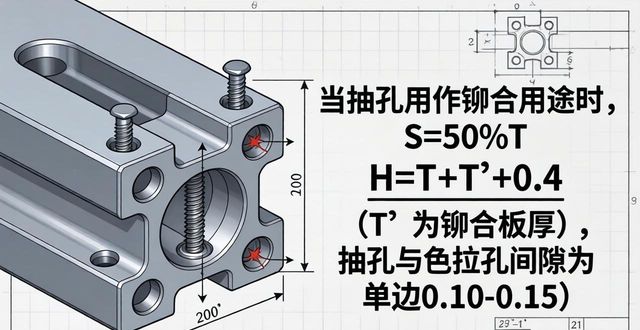
2. 当抽孔用作铆合用途时,那么选取S等于50%T,H等于T加上T’再加上0.4(请注意:此处的T’指的是同其进行铆合的板厚,抽孔与色拉孔之间的间隙为单边0.10至0.15)。
3. 若原图中抽孔未作任何标识与标注, 则保证抽孔后内外径尺寸
4. 当预冲孔径计算值小于1.0时, 一律取1.0
8)反折压平
L= A+B-0.4T
1. 在进行压平操作之际,可以依据实际所呈现的状况,去思索究竟是不是要早某些在折弯之前就进行压线,而那个压线的具体位置呢,是处于折弯时候会出现变形的区域的中部位置哦。
2. 反折压平一般分两步进行
V折30°
反折压平
故在作展开图折弯线时, 须按30°折弯线画。
9)N折
1.当N折的加工方式是垫片进行反折同时压平的时候,那么就是按照L等于A加上B再加上K来进行计算,K值依据附件当中的参数去取值。
2.倘若N折运用别的方式来进行加工,那么展开算法需参照“一般折弯(R不等于0,θ不等于90°)”。
备注:
a.标注公差的尺寸设计值:取上下极限尺寸的中间值作设计标准值。
b.关于方形抽孔以及外部包角的展开,其角部的处理方式需参照,其直壁部分按照90°折弯来展开。








![2025年中国钣金加工行业现状、产业链结构及发展全景研判:智能化是行业未来发展趋势[图]-铆焊老刘铆工焊工笔记](https://83ch.com/wp-content/uploads/2026/02/1771729218647_0.png)

