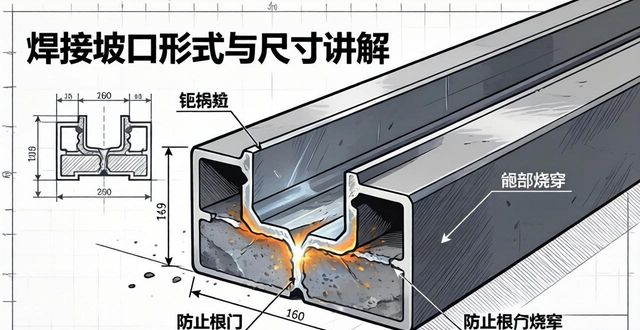

焊接过程中的坡口形式与尺寸:
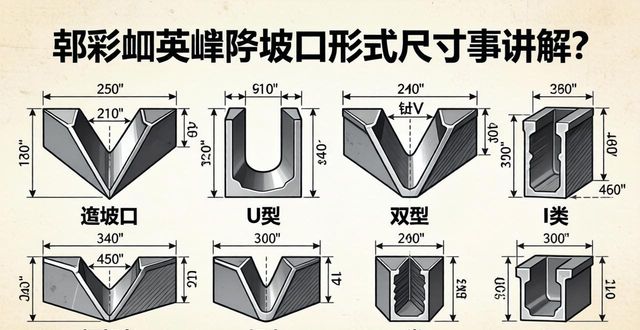
要确保焊接质量,在焊接之前,针对工件需焊接的部位所开展的加工,能够用气割方式,也能够通过切削来达成,通常呈现为斜面,偶尔也会是曲面。例如,有两块厚度为10mm的钢板要进行对焊,为使焊缝牢固,会在板边缘铣出倒角,这便称作开坡口。鉴于材料厚度以及焊接质量要求存在差异,其焊接接头形式与坡口形状也并非完全一样,一般坡口形式涵盖K型、V型、I型、U型、X型等。

焊接坡口的设置目的在于实现工件根部的焊透保障,利于焊渣的清晰清理,进而收获优良的焊缝成形效果。当针对焊件进行坡口开设操作时,沿着焊件接头坡口根部的端面直边部分,这被称作钝边。钝边所具备的作用是对根部烧穿情况予以防止手段,但要是钝边值过大,又将会致使根部出现焊不透的状况。

常规的坡口手段,有以较原始砂轮机打磨的方式,有半自动火焰切割机开坡口的做法,有直流焊机碳弧气刨的操作,有大型铣边机铣边的行为,有刨边机刨边的举动,或者是较为现代的,带有无限旋转火焰三割炬切割机,在进行下料时就把坡口开好的情况,还有VBA无限旋转等离子切割机,在下料时就把坡口开好的情况。上述这几个不同的坡口方式,常常都有着效力低下,耗费成本高昂,伴有粉尘,出现飞溅现象,产生热变形,或者占地面积颇为庞大等诸多不足之处;依靠公司自身所具备的技术研发以及机械加工制造的能力,制造生产出能够自动行进的钢板坡口机,用以解决相当一部分的焊接坡口需求,在这一行业内已经获得了越来越多的行业客户的认可,并且得到了肯定。
主要经营的相关设备有,铣削式的那种坡口机,具备自动功能的铣边机,方便携带的坡口机,同样便于携带的铣边机,手持操作的倒角机,放置在台式上的倒角机,依靠电力驱动的倒角机,专用于电动管子打磨切割的坡口机,便于携带的用于管子的坡口机,通过内涨方式作用于管子的坡口机,以外卡形式作用于管子的坡口机,此外还有坡口机所使用的刀具,以及坡口机所需的各类配件等等。
要是您存在着更多的尚待解决的疑惑,并且有需要我们给予协助的情况,那么您是能够在任意时候拨打我们的服务热线:0577- ,全体的工作职员会尽最大努力且满怀诚意地为您提供服务!











